

Неоднократно в наших публикациях мы упоминали о важности правильного выбора типа футеровки для внутреннего барабана шаровой мельницы. Еще лет 10-15 назад основным назначением бронеплит была защита корпуса мельницы от механического повреждения (износ, деформация и т.д.).
В настоящий момент при выборе конструкции бронеплит отталкиваются от необходимости сформировать такую траекторию движения шаров мелющих (помольных тел), которая обеспечит максимальную эффективность процесса измельчения мелющими телами.
Футеровочные плиты различаются по размеру, материалу, из которого они изготовлены, способу крепления к корпусу мельницы и форме рабочей поверхности.
По типу профиля футеровки барабана мельницы бывают гладкие, ступенчатые, волнистые, комбинированные, рифленые, ячеистые, каблучковые и т.д.
Износостойкость футеровочной плиты и высота подъема мелющих тел зависят от геометрической формы рабочей поверхности футеровки. При проектировании новых видов футеровок одной из целей является уменьшение скольжения мелющих тел и размалываемого материала по поверхности футеровки при рабочей частоте вращения мельницы, что способствует улучшению качества помола и, как следствие, увеличению производительности. По сравнению с плитами, обладающими плоскими и волнистыми рабочими поверхностями, более износостойкими являются футеровки каблучкового типа, так как под действием множества ударов мелющих тел их выступы получают упрочнение (холодный наклеп). Ниже на рисунке представлены основные типы бронеплит, которые в настоящее время применяются на действующих предприятиях.
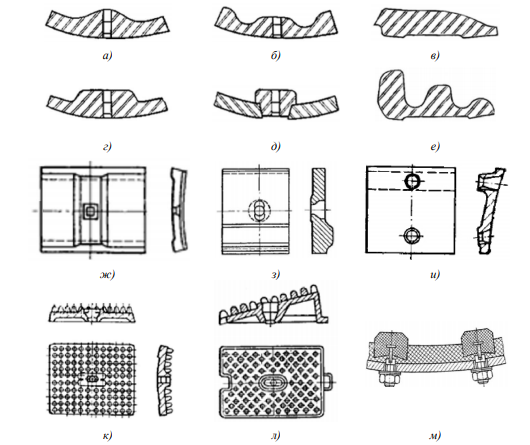

Рисунок 1. Типы футеровок
Типы профилей футеровочных плит шаровых мельниц: а – одноволновой; б – двухволновой; в – каскадный; г – блочный; д – с подъемной планкой; е – унифицированный; ж – плоский; з – цилиндрический полочного типа из стального проката; и – ступенчатый; к – каблучковый обыкновенный; л – конусно-ступенчатый с каблучковой поверхностью; м – резиновый.
Цилиндрические самосортирующие бронефутеровки полочного типа используются для рационального распределения (классификации) мелющих тел по размеру в направлении движения измельчаемого материала.
Бронефутеровки конусноступенчатые с каблучковой поверхностью и конусно-волнистой формы. Самосортировка мелющих тел при использовании конусных плит состоит в самораспределении по длине мельницы шаров разного диаметра. Футеровка устанавливается так, чтобы рабочая поверхность плиты образовывала набор коротких усеченных конусов, которые обращены своим большим основанием в сторону загрузки. Подобное расположение плит гарантирует распределение мелющих тел с уменьшающимся размером в сторону движения измельчаемого материала. В зоне загрузки находятся шары большего диаметра для разрушения кусков крупного размера, а при их удалении от места загрузки располагаются шары меньшей массы, которые необходимы для измельчения мелкокускового материала.
За счет каблучковой или волнистой поверхности происходит сцепление между материалом, шарами и плитами. Размеры каблучков принимают равными диаметру самых больших шаров. Установлено, что футеровки быстро изнашиваются при меньшем диаметре каблучков из-за малого сцепления с шаровой загрузкой. Расстояния между каблучками выбирают исходя из следующего условия: шары самого маленького диаметра не должны застревать между каблучками.
Отметим существующие недостатки конусно-ступенчатых футеровочных плит: существенное уменьшение полезного объема мельницы; быстрое изнашивание каблучковой поверхности в области работы крупных шаров; забивание пространства между каблучками шарами малого диаметра, что приводит к снижению коэффициента сцепления; сложность в изготовлении.
Одними из самых распространенных видов футеровочных плит являются ступенчатые футеровки.
Резиновая футеровка применяется при следующих условиях эксплуатации мельниц: среда должна быть нейтральной, кислотность pH допускается не более 8-10 единиц; температура среды не выше 80°С; диаметр загружаемых шаров не более 80 мм; размер частиц загружаемого материала не более 20 мм.
Футеровки обычно изготавливаются в виде отдельных плит соответствующих размеров. Габаритные размеры футеровочных плит определяются исходя из возможности их подачи внутрь барабана мельницы через люк или загрузочную цапфу, а также масса плит при толщине в пределах 40 – 50 мм; ширине как правило 300 – 400 мм; длине 350 –500 мм равна 25-60 кг.
Футеровка внутри барабана мельницы укладывается таким образом, чтобы зазоры между плитами, направленные вдоль оси вращения корпуса, составляли прямую линию, а зазоры, идущие поперек корпуса, образовывали зигзагообразную линию (см. рисунок ниже). При такой схеме расположения плит исключается возможность перекатывания размалываемого материала вдоль поперечных зазоров и истирания им корпуса мельницы.
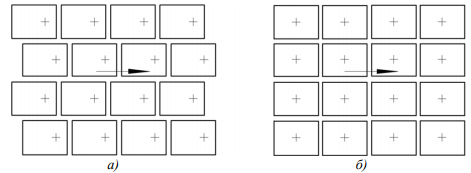

Рисунок 2. Схемы укладки футеровочных плит
Схемы укладки футеровочных плит по корпусу мельницы:
а) с зигзагообразными поперечными швами;
б) с прямыми поперечными швами.
Также в производстве нашли широкое применение футеровочные плиты, которые размещены прямыми рядами вдоль и поперек корпуса мельницы. Таким образом, укладка плит допустима лишь тогда, когда мельница предназначена для измельчения неабразивных материалов (например, угля).