
Mielenie w młynach kulowych (w których rolę mielników pełnią kule mielące) jest jedną z powszechnie stosowanych w praktyce metod zmniejszania rozmiarów cząstek materiału. Istnieje wiele prac poświęconych szczegółowemu rozpatrzeniu procesu oddziaływania ciała mielącego na cząstki materiału. Jednocześnie liczba prac dotyczących obliczania optymalnego wypełnienia bębna młyna kulowego ciałami mielącymi jest raczej niewielka. Z reguły optymalne wypełnienie określa się na podstawie doświadczenia, z opracowań teoretycznych możemy odnotować metody obliczania najlepszego obciążenia autorstwa E.V. Shelekhov, L.B. Levenson, E.A. Amosov. W przyszłości uwzględnimy te metody w naszych publikacjach.
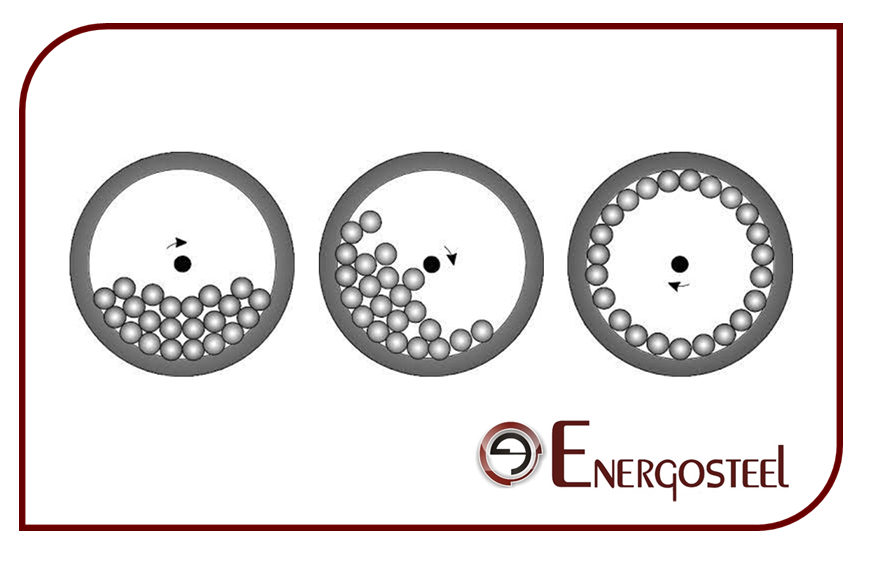
Wiadomo, że materiał może być mielony albo przez spadające kule mielące (tryb wodospadowy), albo przez mielenie cząstek materiału przez toczące się ciała mielące (tryb kaskadowy). Załóżmy, że szlifowanie materiału odbywa się w trybie wodospadowym. Spadająca kula uzyskuje energię poprzez przyspieszenie w polu grawitacji, a przy uderzeniu uzyskana energia wydatkowana jest na rozbicie cząstek materiału.
W celu jak najszybszego rozdrobnienia materiału potrzebna jest duża liczba silnych uderzeń w materiał. Sprawdźmy, jak od wypełnienia bębna mielnikiem będzie zależała liczba uderzeń kuli w materiał i energia uderzenia.
Kulka spadając porusza się z prędkością równą, bez prędkości początkowej, więc możemy zapisać zależność między drogą przebytą przez kulę H, czasem spadania kuli przed uderzeniem t i przyspieszeniem spadania a:
![]()

W związku z tym czas spadanie jest proporcjonalny do pierwiastka kwadratowego przebytej drogi, co z kolei zależy od wielkości bębna młyna kulowego. Oczywiście im krótszy czas spadania, tym częściej ciała mielące będą uderzać w materiał załadowany do mielenia, a tym samym szybciej będzie przebiegał proces mielenia. Wynika z tego, że dla najszybszego procesu mielenia droga spadania kuli powinna być jak najkrótsza.
Z drugiej strony, ponieważ spadająca kula cały czas przyspiesza, oznacza to, że im większa jest przebyta droga, tym więcej energii kinetycznej nabywa ciało mielące, tym silniejsze jest uderzenie, co oznacza, że przebyta droga musi być jak najdłuższa, aby jak najszybciej rozdrobnić materiał.
Więc dla najszybszego mielenia konieczne jest, aby uderzenia mielnika w trybie wodospadowym występowały jak najczęściej, a każde uderzenie „przekazywało” jak najwięcej energii cząstce mielonego materiału.
Połączenie tych dwóch czynników pomoże określić optymalne załadowanie bębna młyna kulowego.
Jak wspomniano wyżej, czas spadania jednej kuli mielącej jest proporcjonalny do przebytej drogi:

Energia kinetyczna E uzyskana przez kulę dzięki zmianie energii potencjalnej jest również proporcjonalna do przebytej drogi H:

Wprowadźmy zapis x = (H/Hmax) i wykreślmy zależność bezwymiarowego czasu (t/tmax) i bezwymiarowej energii (E/Emax) od wartości x w tych samych współrzędnych.
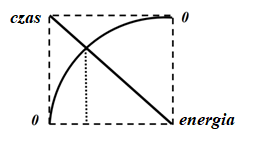

Na rysunku dwie linie: jedna (linia krzywa) przedstawia zależność czasu (który zmienia się od 0 do 1) od wartości x, druga (linia prosta) przedstawia zależność energii (która zmienia się od 0 do 1) od wartości x. Jak widać na rysunku, linie te przecinają się w pewnym punkcie i można oczekiwać, że w tym punkcie powstaną najlepsze warunki do efektywnego rozdrobnienia mielonego materiału.
W punkcie przecięcia można zanotować:
![]()

Rozwiązując to równanie względem x, otrzymujemy liczbę związaną z proporcją tzw. ” złoty podział”:

W naszym modelu przyjęto więc następujące założenie: gdyby kula w młynie spadała na materiał, następnie wznosiła się chwilowo i ponownie spadała, można by się spodziewać, że najlepsze warunki do mielenia wystąpią, gdy spadająca kula przejdzie około 40 procent maksymalnej możliwej drogi wzdłuż linii pionowej.
Prowadzi to do wniosku, że więcej niż połowa bębna młyna kulowego musi być załadowana mielnikami.
Z doświadczeń wiadomo jednak, że najlepsze warunki do mielenia powstają, gdy młyn jest wypełniony do około 40 procent swojej objętości. W konsekwencji nasz model daje wyraźnie zawyżoną wartość załadowania bębna młyna kulowego.
Jednocześnie rozumiemy, że na efektywność mielenia w większym stopniu wpływa energia, którą uzyskują mielniki podczas swobodnego spadania. Rzeczywiście, im większa wolna przestrzeń wewnątrz młyna kulowego, tym więcej energii kinetycznej kula uzyska przed uderzeniem w materiał, który ma być zmielony w trybie wodospadowym. Rzadsze silniejsze uderzenia są skuteczniejsze w mieleniu niż częstsze, ale słabsze.
Według L.B. Levensona najlepszy stopień napełnienia bębna powinien wynosić około 1/3 średnicy pionowej. Z tego łatwo obliczyć, że przed uderzeniem w materiał spadający mielnik pokonuje w pionie ponad 50…60 procent maksymalnej możliwej drogi. Energia uzyskana w ruchu kuli będzie więc półtora do dwóch razy większa od energii, jaką uzyskałaby kula pokonując 40 procent swojej możliwej drogi (jeśli nie uwzględnimy oporu powietrza).
Jak wiadomo od klasycznych eksperymentów Galileusza, toczenie się kul po równi pochyłej jest analogiczne do swobodnego spadania kul pod działaniem grawitacji. Zatem ruch kul w tym przypadku również jest zgodny z wyżej wymienionymi zasadami (zależność czasu ruchu i uzyskanej energii od przebytej drogi). W związku z tym metodologia obliczeń pozostaje taka sama, a wyniki obliczeń będą takie same jak w trybie wodospadowym, czyli otrzymamy liczbę związaną z proporcją “złotego podziału”.
Tak więc w pracy młyna kulowego w trybie wodospadowym i ściernym, z punktu widzenia proponowanego modelu, aby osiągnąć najlepsze warunki mielenia, spadająca lub tocząca się kula musi pokonać w pionie odległość związaną z proporcją ” złotego podziału”.
W przyszłości rozważymy bardziej szczegółowo różne metody obliczania optymalnego załadowania młyna kulowego. W praktyce jednak norma załadowania młyna kulami mielącymi waha się od 35 do 42 %. W związku z tym opisana powyżej metoda jest dość akceptowalna i może być stosowana w praktyce.