
Основным технологическим процессом при производстве стальных помольных шаров является горячая прокатка в винтовых калибрах (рис. 1), которая осуществляется двумя валками (1), развернутыми на угол подачи и вращающимися в одну сторону. Заготовка (2) и помольные шары на оси прокатки удерживаются линейками (3). На валках нарезаны винтовые ручьи (4), образованные винтовыми ребордами (5), высота и ширина которых увеличивается по ходу прокатки. Материалом для прокатки помольных шаров служит заготовка круглого сечения, диаметр которой несколько меньше прокатываемого мелющего шара. Прокатка осуществляется следующим образом: реборды (5) после захвата заготовки вращают и перемещают ее вдоль валков и постепенно, обжимая перемычку (6), и формуют помольный шар (7), который в конце участка формовки отделяется от заготовки, калибруется и выдается из калибра.
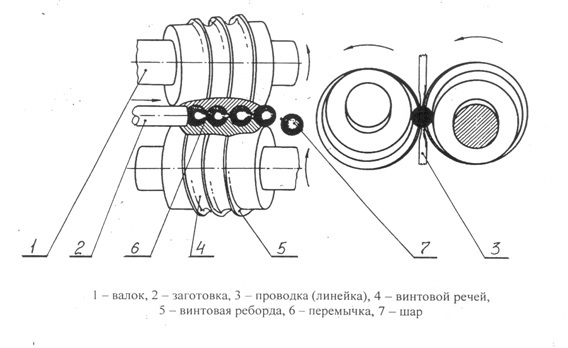

Рис.1. Схема прокатки валков
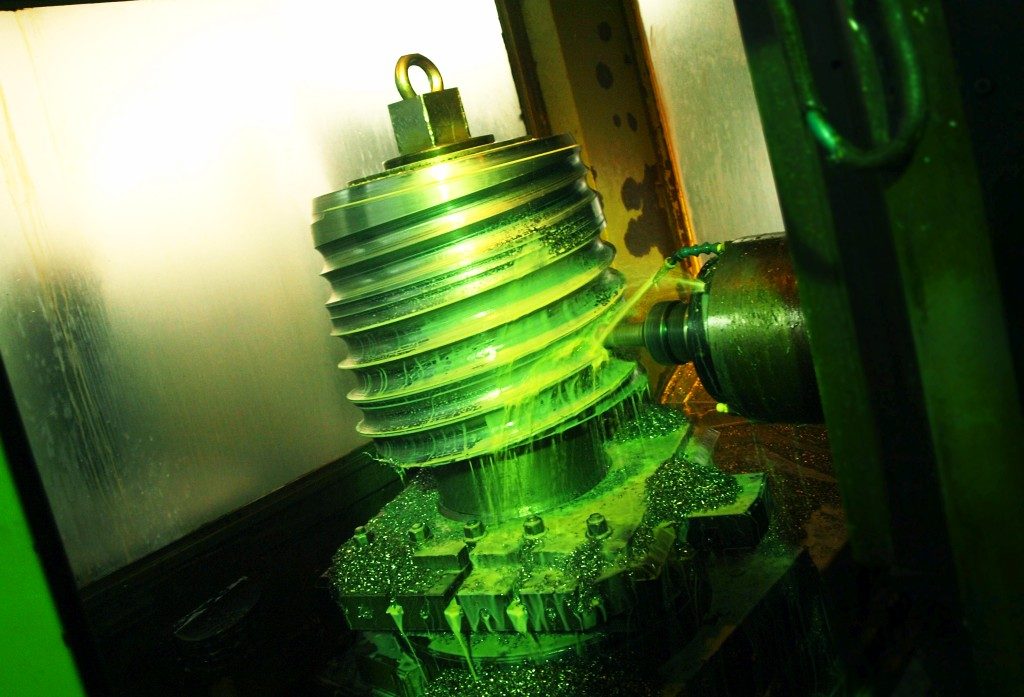
Твердость ручьев и реборд валков является очень важной в производстве помольных шаров и влияет на качество выпускаемой продукции, поэтому её необходимо контролировать. Контроль твердости валков осуществляется с помощью комбинированного твердомера Т-УД2.
Для нормальной работы валков твердость реборд и ручьев должна быть на уровне 50-55HRC – для крупных диаметров и 55-65HRC – для мелких диаметров. Это связано с тем, что валки работают в условиях больших нагрузок на истирание в процессе деформирования заготовки в мелющий шар, а так же в условиях термоциклических нагрузок.