Как мы отмечали ранее, существуют две методики определения среднего диаметра и насыпного веса помольных шаров, который находится в мельнице: Метод определения насыпного веса мелющих тел в мельнице при полной выгрузке мелющей среды из внутреннего барабана мельницы. Метод определения насыпного веса мелющих тел в мельнице без выгрузки мелющих шаров. В предыдущей статье мы рассмотрели первый метод, в данной статье разберем второй метод, который является менее трудозатратным, но имеет небольшую погрешность, т.к. на практике, выборка составляет не более 5% от общего объема мелющих тел в мельнице. Суть метода следующая. При плановых ремонтных работах, когда мельница остановлена и измельченный продукт выгружен из мельницы, происходит отбор помольных шаров в емкости (ведра, мешки и т.д.). Отбор мелющих шаров следует производить в пяти точках поверхности мелющих тел – в каждом из четырех “углов” и центре. Обращаем Ваше внимание, что отбор помольных шаров в каждой точке следует производить три раза (заполняются три емкости в одной точке), первый с поверхности, второй – на глубине 25-30см и третий – на глубине 60-70см. Отобранные образцы сортируются по классам – градация по диаметру, шкалу градации выбирают с шагом 10мм. После сортировки, проводится взвешивание каждого класса (диаметра) и при помощи показателя арифметической средневзвешенной величины определяют средний диаметр мелющего шара, который находится в […]
Read More
В предыдущей публикации мы рассматривали методику определения насыпного веса новых мелющих тел. На практике, возникает необходимость определение насыпного веса помольных шаров, которые находятся в работе непосредственно в шаровой мельнице. Это необходимо для того, чтобы более точно определять массу мелющего шара при замерах в шаровой мельнице и исключить возможность перегрузки мельницы помольными шарами. Существуют две методики определения насыпного веса помольных шаров в мельнице: Метод определения насыпного веса мелющих тел в мельнице при полной выгрузке мелющей среды из внутреннего барабана мельницы. Метод определения насыпного веса мелющих тел в мельнице без выгрузки помольных шаров. Из двух методов, расчеты по первому методу наиболее точны, но и требуют больших трудозатрат и времени. В данной статье рассмотрим методику определения насыпного веса помольных шаров при полной разгрузке мельницы. Данный метод используется при ремонте (замена бронефутеровки) мельниц. Помольные шары из мельницы выгружаются в специальную яму (открывают люки, и при прокручивании мельницы мелющие шары высыпаются из барабана). Определяется максимальный и минимальный диаметр помольных шаров, которые находятся в мельнице. Выгруженные мелющие шары сортируются по классам – градация по диаметру. Шкалу градации выбирают с шагом 10мм. Сортировку можно осуществлять или вручную (штангенциркулем измеряются эталоны образцов по диаметру и визуально оценив размер остальных шаров сортируются по классам), или с помощью грохота. После […]
Read More
Контроль технологического процесса производства катаных стальных мелющих шаров осуществляется начальником смены и лаборантом испытательной лаборатории в соответствии со схемой технологического контроля, приведенной в табл. 1 Таблица 1 – Схема технологического контроля на шаропрокатном комплексе ШПК 25-120 Технологическая операция Место контроля Контролируемый параметр Метод контроля Периодичность контроля Ответственное лицо за выполнение контроля 1 2 3 4 5 6 Приемка заготовок: Проверка соответствия информации о поступавшей заготовке, требованиям НТД и технологической документации Склад заготовок Номер плавки (партии), Марка стали, Химический состав, Масса партии Визуально Постоянно Начальник смены, Лаборант Посад заготовок Склад заготовок, Загрузочное устройство Рольганг задающий Марка стали, размеры, кривизна, состояние поверхности заготовки Величина смещения заготовки Визуально Визуально Постоянно Постоянно Оператор загрузочного стола Плавочный поток Рольганг задающий и печной Разделение заготовок разных марок Визуально Постоянно Нагрев заготовок Режим нагрева Печь Температура печи Температура металла перед прокаткой КИП, ВизуальноКИП Постоянно Периодически Постоянно Оператор ТПЧ, Лаборант Приемка валков Склад валков, ВТМ Размеры калибра калибрующего участка Шаблон После переточек Начальник смены Настройка стана Настройка валков Настройка валковой арматуры Стан Состояние поверхности калибров Положение валков […]
Read More
Метрологическое обеспечение технологического процесса производства и контроля качества стальных мелющих шаров должно соответствовать табл. 1. Таблица 1. Метрологическое обеспечение технологического процесса производства и контроля качества помольных (мелющих) шаров Технологическая операция Контролируемый параметр Единица измерения Средство измерения Диапазон измерения Класс точности, цена деления Погрешность средства измерения 1 2 3 4 5 6 7 Посад заготовок Диаметр заготовки Длина заготовки Кривизна заготовки мм мм мм Штангель-циркуль ГОСТ 166 Рулетка измерит. ГОСТ 7502 Линейка измерит. ГОСТ 427 0-300 0-10000 0-150 2 кл. 0,1 3 кл 1,0 1,0 ± 0,5 Нагрев заготовок в индукционной печи Температура заготовки на выходе из печи град. С Фотопирометр типа «Кварц-М» 0-1300 ± 1 Приемка валков Размеры калибров на калибрующем участке – Шаблоны размеров ручья калибра ± 0,5 Настройка валков Угол наклона валков град. Стрелкоуказатель с градусной шкалой 0,5 Прокатка: – температурный режим прокатки – контроль процесса прокатки Температура металла перед прокаткой Диаметр помольных шаров град. С мм Фотопирометр типа «Кварц-М»ШтангенциркульГОСТ 166 0-1300 0-250 2 кл. 0,1 ± 1 ± 0,5 Контроль качества помольных шаров Твердость помольных шаров Диаметр помольных шаров Ударостойкость ед. HRC, НВ […]
Read More
Контроль твердости и качества поверхности мелющих шаров производят каждый час работы стана, а также в начале прокатки новой марки стали. Контроль качества поверхности, размеров и твердости помольных шаров осуществляется сменным мастером или лаборантом в соответствии с требованиями действующей нормативной документации. Контроль твердости мелющих шаров осуществляют в соответствии с ДСТУ 3499-97. Для проверки размеров, качества и твердости поверхности отбирают десять помольных шаров не менее чем из пяти разных мест партии. При получении неудовлетворительных результатов контроля твердости поверхности этот показатель проверяют повторно на удвоенном количестве помольных шаров, отобранных их той же партии. Если при повторном контроле более двух мелющих шаров не соответствуют требованиям, партия переводится в более низкую группу твердости. Для контроля твердости на глубине 0,5 радиуса помольных шаров группы 4 отбирают три шара из трех различных мест каждой двадцатой партии. При получении неудовлетворительных результатов хотя бы на одном помольном шаре выполняют повторное измерение на удвоенном количестве мелющих шаров, отобранных с той же партии. При получении неудовлетворительных результатов повторных измерений выполняют приемосдаточные испытания до получения удовлетворительных результатов на двух партиях подряд. Допускается не более 10 % помольных шаров не соответствующих требованиям нормативной документации по размерам и качеству поверхности, из отобранных для контроля. Твердость поверхности помольного шара определяют на двух диаметрально противоположных площадках. […]
Read More
Помольные шары изготавливают из стальной круглой заготовки по ДСТУ 3499-97, ДСТУ 8538:2015 / ГОСТ 7524-2015 и ТУ У 27.1-26524137-1376:2008. Поступившие в цех заготовки должны соответствовать требованиям ГОСТ 2590-2006 и нормативной документации, а в части массовой доли углерода и величины углеродного эквивалента – ДСТУ 3499-97 приведенных в табл. 1. Таблица 1 Ø Группа твердости Углерод, % Эквивалент, % 15-55 1,2 0,40 0,50 3 0,60 0,70 4,5 0,75 60-70 1,2 0,50 0,70 3,4 0,60 0,75 5 0,80 80-120 1,2 0,50 0,70 3,4 0,60 0,75 5 0,85 На стане ШПК 20-120 помольные шары диаметром 20, 25, 120мм прокатывают из заготовок длиной от 3200 до 4000 мм, а мелющие шары диаметром 30, 40, 50, 60, 70 ,80, 90 и 100мм прокатывают из заготовок длиной от 4000 до 6000 мм. Предельные отклонения по диаметру и длине заготовки не должны превышать величин, указанных в табл. 2 Таблица 2 Номинальный диаметр заготовки, мм Предельные отклонения по диаметру заготовки, мм Предельные отклонения по длине заготовки, мм Масса 1 м длины заготовки, кг 30 + 0,3 – 0,7 +50 5,55 32 + 0,4 – 0,7 +50 6,31 33 +50 6,71 40 +50 9,86 50 + 0,4 – 1,0 +50 15,42 60 + 0,5 – 1,1 +50 22,19 70 + […]
Read More
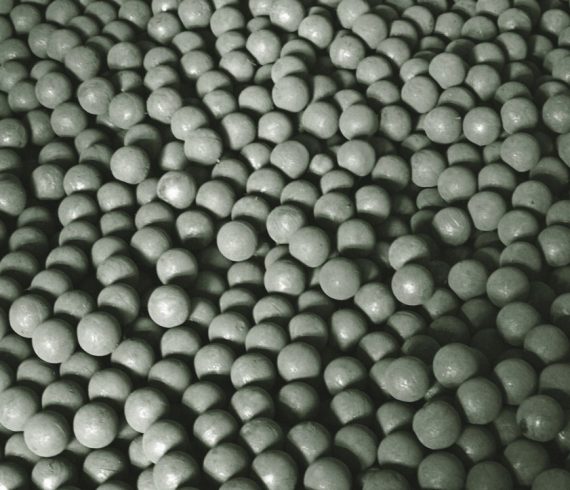
В процессе измельчения материала в шаровых мельницах возникает необходимость в расчете насыпного веса используемых мелющих тел. Насыпной вес помольных шаров необходим для понимания, какая масса мелющих шаров находится в кюбеле, какая масса мелющих шаров загружена в мельницу, недопущение перегрузки мельницы мелющими шарами и т.д. Эти данные очень часто используются в оперативном управлении процессом измельчения. Рассмотрим методику определения насыпного веса новых помольных шаров. Сразу оговоримся, существуют методические таблицы в специализированных справочниках, в которых указывается насыпной вес мелющих шаров различных размеров. Показатели рассчитывались более 20 лет назад, и на данный момент эти данные могут давать погрешность более 10%, что достаточно большая погрешность в оперативном управлении производством. Указанная погрешность вызвана тем, что, в отличии от прошлых лет, в современном производстве помольных шаров применяется множество материалов (различные марки стали, “белый” и “серый” чугун). Также на значение насыпного веса влияет фактический диаметр (размер) и форма мелющих шаров. Специалисты компании “Энергостил”, совместно с техническими специалистами ГОКов Украины и стран СНГ разработали общую методику, которая позволяет точно определить насыпной вес помольных шаров. Ниже приведем основные моменты, которые раскроют сам процесс определения насыпного веса мелющих тел (помольных шаров). При измерении насыпного веса мелющих тел используется емкость (контейнер) правильной геометрической формы (куб) и объемом не менее 1,0куб.метра. Обращаем внимание, […]
Read More
В январе 2017г. был проведен пробный прокат партии (110тн) мелющих шаров диаметром 40 мм из высокоуглеродистой стали легированной хромом. Данная партия показала очень высокие значения твердости по всему сечению помольного шара, при поверхностной твердости 65-69HRC, объёмная твёрдость шаров составила 64-66 HRC. Таким образом, текущая партия мелющих шаров соответствует 5 группе твердости (согласно как ДСТУ 3499-97, так и ДСТУ 8538:2015). Помольные шары партии успешно прошли испытания на ударостойкость. Из отобранных 100 мелющих шаров, каждый выдержал суммарную энергию удара 64312 Дж без разрушения. При проверке твердости вышеуказанной партии помольных шаров столкнулись с проблемой подготовки поверхности под измерение. Шлифовка поверхности мелкозернистым камнем с подачей СОЖ на поверхность даже при минимальных подачах станка давала «подпалы» поверхности и шлифовочные микро – трещины, которые при замере на стационарном твердомере искажали результат твердости мелющих шаров на 3-5 HRC. Проблема была решена применением для измерения твердости ультразвукового твердомера Т-УД2. Применяя более подходящий метод, мы достигли повышения точности измерения, увеличения производительности контроля и обеспечили высокой достоверности получаемых результатов.
Read More
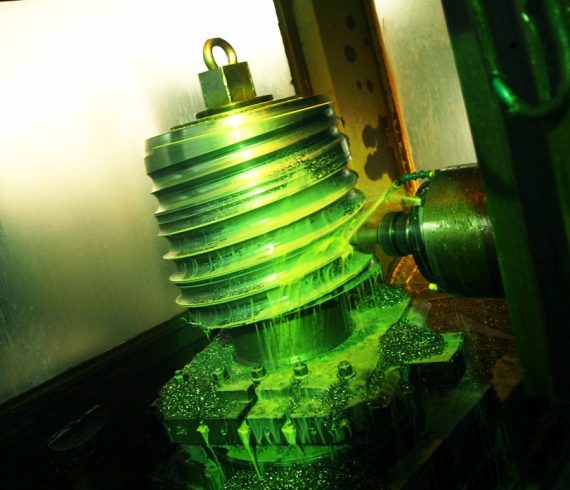
Основным технологическим процессом при производстве стальных помольных шаров является горячая прокатка в винтовых калибрах (рис. 1), которая осуществляется двумя валками (1), развернутыми на угол подачи и вращающимися в одну сторону. Заготовка (2) и помольные шары на оси прокатки удерживаются линейками (3). На валках нарезаны винтовые ручьи (4), образованные винтовыми ребордами (5), высота и ширина которых увеличивается по ходу прокатки. Материалом для прокатки помольных шаров служит заготовка круглого сечения, диаметр которой несколько меньше прокатываемого мелющего шара. Прокатка осуществляется следующим образом: реборды (5) после захвата заготовки вращают и перемещают ее вдоль валков и постепенно, обжимая перемычку (6), и формуют помольный шар (7), который в конце участка формовки отделяется от заготовки, калибруется и выдается из калибра. Рис.1. Схема прокатки валков Твердость ручьев и реборд валков является очень важной в производстве помольных шаров и влияет на качество выпускаемой продукции, поэтому её необходимо контролировать. Контроль твердости валков осуществляется с помощью комбинированного твердомера Т-УД2. Для нормальной работы валков твердость реборд и ручьев должна быть на уровне 50-55HRC – для крупных диаметров и 55-65HRC – для мелких диаметров. Это связано с тем, что валки работают в условиях больших нагрузок на истирание в процессе деформирования заготовки в мелющий шар, а так же в условиях термоциклических нагрузок.
Read More
В конце декабря 2016г. компания «Энергостил» провела пробный прокат партии помольных шаров диаметром 20мм из высокоуглеродистой стали. Данная партия показала высокие значения твердости по всему сечению мелющего шара, при поверхностной твердости 61-63HRC, объёмная твёрдость помольных шаров составила 59-61 HRC. Согласно ДСТУ 3499-97 текущая партия мелющих шаров соответствует 4 группе твердости, а согласно новому стандарту ДСТУ 8538:2015 – 5 группе твердости. Также, партия успешно прошла испытания на ударостойкость (раскол). Из отобранных 30 помольных шаров, каждый выдержал суммарную энергию удара 64312 Дж без разрушения. Данная партия помольных шаров была успешно отгружена на экспорт.
Read More
В статье мы уже писали о том, как правильно измерять твердость помольных шаров. Здесь хотели бы обратить внимание на нюансы в измерении твердости мелющих шаров 5 группы. Для подтверждения соответствия твердости мелющего шара пятой группе подготавливается одна площадка плоской поверхности, путем удаления металла помольного шара на глубину радиуса с одной стороны и на глубину 0,5 радиуса с другой стороны (см. рисунок 1). Рисунок 1. Подготовка площадки для измерения твердости помольного шара Ø40мм на глубине R Измерение твердости всех частей радиуса мелющего шара проводится согласно рис.2 Рисунок 2. Схема выполнения замеров твердости на площадке мелющего шара (глубина R) Объемная твердость (ОТ) определяется как сумма значений измерения твердости (Т) на поверхности, на глубине 0,25 R; 0,5 R; 0,75 R и в центре помольного шара по формуле: ОТ = 0,289 Т пов. + 0,436Т0,25+ 0,203Т0,5+ 0,063 Т0,75 + 0,009 Тц,
Read More
Цементная промышленность является основным звеном строительного комплекса Украины и полностью удовлетворяет его потребность в цементе. Цементная промышленность Украины представлена 12 крупными предприятиями. Следует отметить, что лишь один завод из двенадцати принадлежат украинскому капиталу. Ниже приведем предприятия, которые составляют основной “костяк” цементной промышленности Украины: ОАО “Подольск -цемент” (группа CRH Plc); ПАО “Николаевцемент” (группа CRH Plc); ОАО “Одесский цементный завод” (группа CRH Plc); ОАО “Ивано-Франковскцемент”; ООО “Дигергофф Цемент Украина” (группа Dyckerhoff AG); ПАО “Волынь-Цемент” (группа Dyckerhoff AG); ОАО “ЮГцемент” (группа Dyckerhoff AG); ОАО “Балцем” (группа Еvrotsement); ОАО “Краматорский цементный завод- Пушка” (группа Еvrotsement); ПАО “Криворожский цементный завод” (группа Heildelbergcement); ООО “Амвросиевский цементный завод” (группа Heildelbergcement); ПАО “Днепродзержинский цементный завод” (группа Heildelbergcement). В цементной промышленности применяют различные схемы измельчения сырьевых материалов, предусматривающие использование помольного оборудования разных типоразмеров. В основном это трубные шаровые мельницы, соотношение длины и диаметра которых составляет 3:1. Различают помол по замкнутому (с использованием сортирующих механизмов) и открытому циклу, по мокрому и сухому способу, а также помол с одновременной сушкой материала в мельнице. При измельчении сырья для производства клинкера, в основном, используют трубные мельницы, которые состоят из одной камеры. В качестве помольной среды используют стальные помольные шары диаметрами 90, 80, 70, 60 и 40мм третьей или четвертой группы твердости (согласно ДСТУ […]
Read More
Несмотря на стагнацию экономики Украины, на сегодняшний день ее промышленный потенциал остается на высоком уровне. А такие отрасли как, горная промышленность (измельчение руд, содержащих полезные ископаемые), энергетика (измельчение каменного угля), строительная (производство газобетона, кирпича, цемента), где используются мелющие тела, хоть и сократили свои объемы производства, но все же по прежнему остаются флагманами промышленности Украины. Для обеспечения потребности предприятий, указанных выше отраслей, на территории Украины существуют заводы, которые производят мелющие тела. Большую долю производимых мелющих тел составляют шары, но так же на рынке присутствует и цильбепс. Объем Украинского рынка мелющих тел составляет порядка 180-200 тыс. тонн. Частично потребность закрывается импортом, который составляет примерно до 2%. Остальная часть производится укрнскими предприятиями. На сегодня, в Украине насчитывают около пяти производителей мелющих тел, которых можно считать активными участниками рынка. Все производители делятся на две группы (в зависимости от материала, из которого изготавливаются мелющие тела): Производство мелющих тел (стальных шаров, цильпебсов) из чугуна (нелегированного или среднелегированногоа – низкое содержание хрома и других легирующих элементов, которые придают твердость мелющим телам). Данный вид мелющих тел изготавливается методом литья. Ассортимент представленный на украинском рынке включает следующие виды мелющих тел: шары диаметром 60, 100, 120мм, цильпебс. Все мелющие тела из чугуна имеют твердость не более 50HRC. Следует отметить, что […]
Read More
На территории Украины располагается около 20% мировых запасов железной руды – 80 промышленных месторождений. Отечественный горнорудный сектор насчитывает 26 предприятий, которые производят весь спектр железорудного сырья: руду, концентрат, окатыши и агломерат. Украина является шестым по величине производителем железорудного сырья. Одним из крупнейших в мире является Криворожский железорудный бассейн (Кривбасс). Он включает ряд месторождений, которые тянутся полосой длиной свыше 100 км через Днепропетровскую, Кировоградскую и Николаевскую области. Железные руды с высоким содержанием металла залегают также в Кременчугском (Полтавская область) и Белозерском (Запорожская область) железорудных районах. На указанной выше территории расположены шесть крупнейших горно-обогатительных комбинатов, которые и формируют львиную долю в украинском производстве концентрата, окатышей и агломерата: Полтавский ГОК; Северный ГОК; Центральный ГОК; Южный ГОК; Арселор Митал Кривой Рог; Ингулецкий ГОК; Измельчение руды на предприятиях происходит в барабанных мельницах, а в качестве измельчающей среды используются стальные мелющие шары. Следует отметить, что каждый из комбинатов имеет собственную специфику в технологии измельчения, которая зависит от физико-химических свойств руд, которые обогащаются на том или ином ГОКе. На всех выше указанных предприятиях используется классическая схема измельчения сырья, которая состоит из 3-х стадий. Рассмотрим более детально каждую из них: Первая стадия. Используются 2 мельницы для помола сырья, что работают в водопадном режиме. В основном используются помольные шары […]
Read More
Компания «Энергостил» – единственное в своей отрасли предприятие Украины, специализирующееся исключительно на производстве и усовершенствовании качества стальных мелющих шаров, используемых для измельчения сырья в горнодобывающей, энергогенерирующей и строительной промышленности. Мощности производства компании – 60 000помольных шаров в год, диаметром от 20 мм до 125 мм различного качества – III, IV и V группы твердости, согласно ДСТУ 3499-97 (ГОСТ 7524-2015). Несмотря на кризисное состояние украинской экономики компания «Энергостил» не только сохранила показатели 2015г., но и улучшила их. Так объем производства и продаж помольных шаров увеличился в 2016г на 8,6%, в сравнении с 2015. Это удалось благодаря высоким эксплуатационным свойствам мелющих шаров, которые были высоко оценены нашими партнерами со всего мира. Доля экспорта увеличилась на 44% и составила 27% от объема продаж. Это стало возможным благодаря росту потребления как на давно освоенных компанией «Энергостил» рынках, так и за счет развития новых, в том числе рынков Ближнего Востока и Скандинавии. В 2016 году отметился значительный, на 22,3% (!), рост производства помольных шаров 5-й группы твердости, в сравнении с 2015 г. В целом, производство мелющих шаров 5-й группы твердости и шаров с повышенной объемной твердостью составило 15,2 % от годового объема. И если в январе 2016 этот показатель был на уровне – 8,2% от […]
Read More
Принцип работы шаровой мельницы заключается в следующем. В непрерывно работающую шаровую мельницу измельчаемый материал подается через центральное отверстие в одной из крышек внутрь барабана и продвигается вдоль него, подвергаясь воздействию мелющих тел. При этом измельчение материала происходит при ударе падающих помольных шаров и истиранием его частиц между телами. Далее разгрузка измельченного материала производится либо через центральное отверстие в разгрузочной крышке, либо через решетку (мельницы с центральной разгрузкой и разгрузкой через решетку). При заполнении мельницы мелющими шарами на 40 – 50 % и негладкой футеровке скольжение внешних слоев шаров практически отсутствует, а скольжение внутренних слоев одного по другому наблюдается при различных режимах работы мельницы. При однослойном заполнении мельницы мелющими телами, они вращаются вокруг своей оси, параллельной оси вращения барабана и при гладкой футеровке не подвергаются в круговое движение, даже при высоких скоростях. При многослойном заполнении барабана мельницы помольными телами в зависимости от частоты вращения возможен один из следующих режимов движения мелющих тел: Каскадный – скоростной режим движения помольных шаров с их перекатыванием, но без полета Смешанный – скоростной режим движения помольных шаров с частичным их перекатыванием и с частичным полетом Водопадный – скоростной режим помольных шаров с преимущественным их полетом. Рис.1. Мелющие тела при каскадном (а), смешанном (б) и водопадном (в) […]
Read More
Участие представителей компании в крупнейшей специализированной выставке «Mining Turkey Fair 2016» 24 — 27 ноября делегация компании Энергостил совместно со своим официальным представителем на турецком рынке – компанией “Process”, посетили 7-ю международную выставку «Mining Turkey Fair 2016», которая проходила в Стамбуле в международном выставочном центре «Tüyap Fair Convention and Congress Center ». «Mining Turkey Fair 2016» – это значительное событие для горнопромышленной отрасли региона и является важнейшей площадкой для презентации и обмена новейшими технологиями, оборудованием и услугами. В 2016 году выставка открыла свои двери для 9 472 гостей, включая 563 гостей из 47 стран – ведущих горнодобывающих компаний, производителей оборудования и материалов, трейдеров, инвесторов для построения устойчивых отношений в отрасли. В рамках «Mining Turkey Fair 2016» представители обеих компаний провели деловые встречи со своими партнерами и клиентами, осуществили переговоры с ведущими потребителями ПОМОЛЬНЫХ шаров, что позволило выработать стратегию, направленную на увеличение продаж мелющих шаров Энергостил в данном регионе.
Read More
Твердость поверхности помольных шаров определяют на двух диаметрально противоположных площадках. При определении твердости на каждой площадке выполняют четыре измерения. Первые три измерения выполняют в вершинах воображаемого равностороннего треугольника с длиной стороны от 6 до 8 мм. Эти измерения являются пробными, их результаты не записывают в протокол испытаний. Четвертое измерение выполняют в центре треугольника (см. рисунок 1). Результат этого измерения заносят в протокол испытаний. Рисунок 1. Схема выполнения замеров твердости на каждой из площадок мелющего шара Твердость мелющего шара определяется как среднее значение измерений обеих его поверхностей. Твердость партии помольных шаров определяется как среднее значение твердости 10 помольных шаров отобранных из данной партии. При необходимости подтверждении принадлежности мелющего шара к 4 группе твердости выполняется дополнительное измерение твердости на глубине 0,5 радиуса помольного шара. На расстоянии 0,5 радиуса выполняют четыре измерения твердости на двух взаимно перпендикулярных прямых. Минимальное и максимальное значения твердости не учитываются, а твердость определяется как среднее арифметическое двух оставшихся измерений (см. рисунок 2). Рисунок 2. Схема выполнения замеров твердости на площадке мелющего шара (глубина 0,5 R) При получении результатов замеров с разбегом значений твердости более 10% следует дополнительно проверить качество подготовки поверхности. При необходимости произвести дополнительную обработку поверхности и повторный замер твердости мелющего шара.
Read More
Твердость помольных шаров определяют на поверенных приборах. Измерение твердости мелющих шаров проводят при комнатной температуре. Опорные поверхности столика и подставки прибора должны быть очищены от посторонних веществ (окалины, смазки и др.). При измерении твердости прибор должен быть защищен от вибрации. При измерении твердости должны соблюдаться условия (см. рисунок 1): плавное приведение наконечника в контакт с рабочей поверхностью шара; плавное приложение предварительного F0 и основного F1 (в течение 2-8 с) усилий; плавное снятие основного усилия F1 через 1-3 с после резкого замедления или остановки стрелки индикатора. Рисунок 1. Схема проведения измерения твердости по методу Роквелла (где, F0 – предварительное усилие, Н (кгс); F1 – основное усилие, Н (кгс); F – общее усилие F0 + F1, Н (кгс)) Расстояние между центрами двух соседних отпечатков должно быть не менее четырех диаметров отпечатка (но не менее 2 мм). Значение твердости по Роквеллу определяется по шкале индикатора твердомера с округлением до 0,5 единицы твердости. Для измерения твердости на поверхности помольного шара выполняют две диаметрально противоположные площадки, как показано на рисунке 2. Рисунок 2. Подготовка площадок для измерения твердости шара Ø40мм Для подтверждения соответствия мелющих шаров четвертой группе твердости подготавливается одна площадка плоской поверхности, путем удаления ме¬талла шара на глубину 0,5 радиуса (см. рисунок 3). Рисунок […]
Read More