

Неодноразово в наших публікаціях ми згадували про те, як вкрай важливо правильно вибрати тип футеровки для внутрішнього барабана кульового млина. Ще років 10-15 тому основним призначенням бронеплит був захист корпусу млина від механічного пошкодження (знос, деформація і т.д.).
На даний момент при виборі конструкції бронеплит акцентують увагу на необхідності сформувати таку траєкторію руху сталевих помольних куль, яка забезпечить максимальну ефективність процесу подрібнення помольними тілами.
Футерувальні плити розрізняються за розміром, матеріалом, з якого вони виготовлені, способом кріплення до корпусу млина і за формою робочої поверхні.
За типом профілю футерувальні плити барабана млина бувають гладкі, ступінчасті, хвилясті, комбіновані, рифлені, ніздрюваті, каблучкові і т.д.
Зносостійкість футерувальної плити і висота підйому помольних тіл залежать від геометричної форми робочої поверхні футеровки. При проектуванні нових видів футеровок однією з переважних цілей є зменшення ковзання мелючих тіл та подрібнюваного матеріалу по поверхні футеровки при робочій частоті обертання млина, що сприяє поліпшенню якості помелу і, як наслідок, збільшення продуктивності. У порівнянні з плитами, що володіють плоскими і хвилястими робочими поверхнями, більш зносостійкими є футерування каблучкового типу, так як під дією низки ударів помольних сталевих куль їх виступи отримують зміцнення (холодний наклеп). Нижче на малюнку представлені основні типи бронеплит, які в даний час застосовуються на діючих підприємствах.
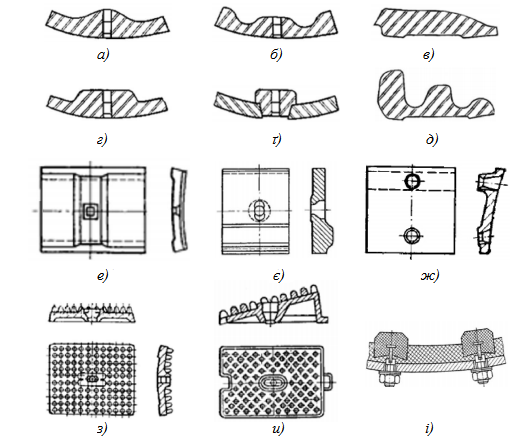

Рисунок 1. Типи футерувальних плит
Типи профілів футерувальних плит кульових млинів: а – однохвильовий; б – двохвильовий; в – каскадний; г – блоковий; ґ – з підйомною планкою; д – уніфікований; е – плоский; є – циліндричний поличного типу зі сталевого прокату; ж – ступінчастий; з – каблучковий звичайний; и – конусно-ступінчастий з каблучковою поверхнею; і – гумовий.
Циліндричні самосортувальні бронефутеровки поличного типу використовуються для раціонального розподілу (класифікації) помольних куль за розміром в напрямку руху матеріалу, що подрібнюється.
Бронефутеровки конусно-ступінчасті з каблучковою поверхнею і конусно-хвилястою формою. Самосортування помольних куль при використанні конусних плит полягає в розподіленні по довжині млина сталевих помольних куль різного діаметра. Футеровка встановлюється так, щоб робоча поверхня плити утворювала набір коротких усічених конусів, які звернені своїм великою основою в бік завантаження. Подібне розташування плит гарантує розподіл помольних куль із зменшуваним розміром в сторону руху матеріалу, що подрібнюється. У зоні завантаження знаходяться кулі більшого діаметру для подрібнення шматків великого розміру, а при їх видаленні від місця завантаження розташовуються кулі менших діаметрів, які необхідні для подрібнення дрібного матеріалу.
За рахунок каблучкової або хвилястої поверхні відбувається зчеплення між матеріалом, кулями і плитами. Розміри каблучків приймають рівними діаметру найбільших куль. Встановлено, що футерування швидко зношуються при меншому діаметрі каблучків через незначне зчеплення з кульовим завантаженням. Відстань між каблучками вибирають виходячи з наступної умови: кулі найменшого діаметра не повинні застрявати між каблучками.
Відзначимо існуючі недоліки конусно-ступінчастих футерувальних плит: істотне зменшення корисного об’єму млина; швидке зношування каблучкової поверхні в області роботи великих куль; забивання простору між каблучками кулями малого діаметру, що призводить до зниження коефіцієнта зчеплення; складність у виготовленні.
Одними з найпоширеніших видів футерувальних плит є ступінчасті футеровки.
Гумова футеровка застосовується при наступних умовах експлуатації млинів: середовище має бути нейтральним, кислотність pH допускається не більше 8-10 одиниць; температура середовища не вище 80°С; діаметр завантажених помольних куль не більше 80 мм; розмір часток матеріалу, що завантажується, не більш 20 мм.
Футеровки зазвичай виготовляються у вигляді окремих плит відповідних розмірів. Габаритні розміри футерувальних плит визначаються виходячи з можливості їх подачі всередину барабана млина через люк або завантажувальну цапфу, а також маса плит при товщині в межах 40 – 50 мм; ширині як правило 300 – 400 мм; довжині 350 -500 мм, дорівнює 25-60 кг.
Футеровка всередині барабана млина укладається таким чином, щоб зазори між плитами, спрямовані уздовж осі обертання корпусу, становили пряму лінію, а зазори, що йдуть поперек корпусу, утворювали зигзагоподібну лінію (див. малюнок нижче). При такій схемі розташування плит виключається можливість перекочування подрібнюваного матеріалу уздовж поперечних зазорів і стирання їм корпусу млина.
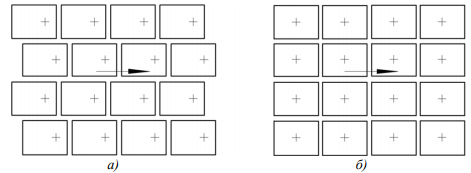

Рисунок 2. Схеми укладання футерувальних плит
Схеми укладання футерувальних плит по корпусу млина:
а) з зигзагоподібними поперечними швами;
б) з прямими поперечними швами.
Також у виробництві знайшли широке застосування футеровочні плити, які розміщені прямими рядами уздовж і поперек корпусу млина. Таким чином, укладання плит допустиме лише тоді, коли млин призначений для подрібнення неабразивних матеріалів (наприклад, вугілля).