
ТЕНДЕНЦІЇ РИНКУ ПОМОЛЬНИХ ТІЛ УКРАЇНИ
17.05.2021
РОЗРАХУНОК АСОРТИМЕНТУ МОЛОЛЬНИХ КУЛЬ ДЛЯ ПОДРІБНЕННЯ ЦИНКУ
24.06.2021Ми досить детально розглядали технічні характеристики різних видів помольних тіл які в даний час використовуються для подрібнення матеріалів. На ринку існують і досить рідкісні види молольних тіл. Сьогодні спробуємо розглянути технічні характеристики сталевих литих куль. Спробуємо визначити їх позитивні і негативні моменти як для виробника, так і для кінцевого споживача.
Здавалося б, будь-яке сталеливарне підприємство може виробляти такий товар, як сталеві помольні литі кулі. Але на практиці даний вид помольних тіл дуже рідкісний на ринку. В основному, даний тип помольних куль зустрічається в діапазоні діаметрів від 30мм і до 60мм. Більшою мірою, під сталевими литими кулями мається на увазі сталеві кулі діаметром до 15мм, які використовуються в підшипниках.
Основна причина, чому сталеві помольні кулі не виробляються методом лиття – висока собівартість самого процесу виробництва. А враховуючи, що метод лиття має ряд технологічних особливостей, які негативно позначаються на якості кінцевої продукції, даний вид помольних тіл неконкурентоспроможний на ринку.
Незважаючи на те, що сталеві литі кулі твердіші за чавунні, ця перевага зводиться «до нуля» через низку факторів, які ми перерахуємо нижче:
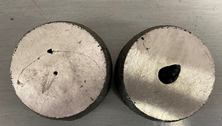
- наявність «раковин» і «літників». Неправильна куляста форма тіл мелючих істотно знижує якість подрібнення і збільшує питому витрату;
- наявність внутрішніх порожнин в готовій продукції – підвищений розкол і збільшення питомої витрати, псування насосного та трубопровідного обладнання;
- дорожнеча виробництва: високі енерговитрати, велика «відхідна» частина, зміст великих виробничих баз (територія, обладнання тощо).
Аналізуючи все вищесказане, можна зробити наступний висновок: виробництво сталевих литих куль можливе, але даний вид продукції не витримує ніякого порівняння з аналогічними показниками продукції, виробленої методом поперечно-гвинтового прокату. Даний висновок доводить незатребуваність литих сталевих помольних куль на ринку обладнання для подрібнення матеріалів.