Процесс измельчения – самое энергоемкое звено в производственной схеме любого предприятия. В связи с этим, каждое предприятие (учитывая свои производственные площади) стремится снизить затраты на измельчение путем установки шаровых мельниц максимальной производительности. Производительность мельницы напрямую зависит от ее геометрических размеров. Чем больше объем мельницы, тем больше ее производительность. Как показывает практика, самые большие мельницы используются на горно-обогатительных комбинатах. Самая большая мельница, с которой сталкивались специалисты компании Энергостил, была мельница первой стадии измельчения на одном из Российский ГОК-ов. Ее размер составляет 5500х6500 и норма загрузки равнялась 270 тонн мелющих шаров. И вот недавно, рекорд по размеру шаровой мельница побил один ГОК, который расположен в Казахстане. На этом предприятии используют просто огромные шаровые мельницы. В схеме обогащения применяются два вида мельниц – SAG (полусамоизмельчение) и BALL(шаровое измельчение) мельницы. Мельница полусамоизмельчения (SAG) имеет следующие параметры: диаметр – 12,192 метра, длина – 7,01метра. Объем мельницы составляет 898 куб.метров. Норма загрузки мельницы – 626 тонн. В качестве измельчающей среды используют шар диаметром 125 мм. Шаровая мельница (BALL) имеет следующие параметры: диаметр – 8,34 метра, длина – 13,26 метров. Объем мельницы составляет 782,06 куб.метра. Норма загрузки мельницы составляет 1272 тонны. Применяемые мелющие тела – стальной шар диаметром 80мм. Производительность такой мельницы может составлять более 3100 тон […]
Read More
В рамках бизнес-завтрака организованного командой “Prozorro”, в качестве участников были приглашены представители компании “ЭНЕРГОСТИЛ”, как основные производители и поставщики шаропрокатной продукции на территории Украины, так и за ее границами. Участие в бизнес-завтраке, в том числе, приняли генеральный директор “Prozorro” Василий Задворный, заместитель директора Департамента регулирования публичных закупок Министерства экономического развития и торговли Наталья Шимко и другие представители государственных органов, промышленности и торговли, которые являются основными пользователями платформы электронных торгов. На встрече рассматривались вопросы касающиеся процесса участия в торгах, а так же проблематики при участии в публичных закупках и пути их решения. Участники встречи обсудили около 30 блоков процесса закупки, также с помощью электронной площадки “Prozorro”, рассмотрели возникшие проблемы с которыми встречаются поставщики и покупатели во время публичных закупок (документы для участия в тендере, выявление недобросовестных конкурентов, способы защиты от таковых), а так же рассмотрели наиболее “громкие” и крупные тендеры, которые проводились с помощью платформы “Prozorro”. Но все же, основной “изюминкой ” встречи было обсуждение проекта закона “О внесении изменений в Закон Украины “О публичных закупках” и некоторых других законодательных актов Украины” (далее – “Проект”). 13.04.2018 года Проект был зарегистрирован в Верховной Раде, где его инициатором выступил Президент Украины, в соответствии с которым будут внесены изменения, которые приведут к уменьшению возможности […]
Read More
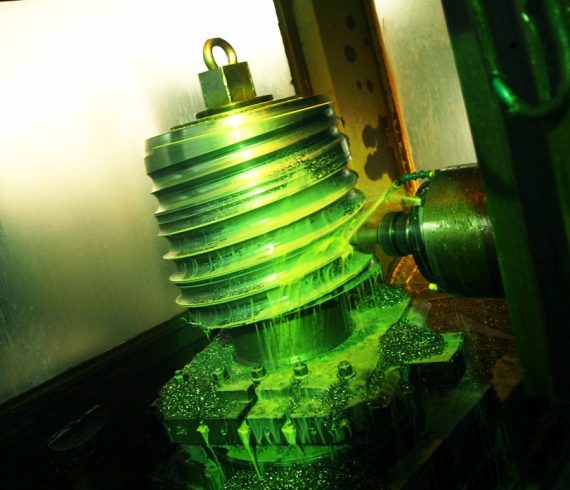
Образцы мелющих шаров должны быть подготовлены таким образом, чтобы не изменялись их свойства в результате механической или другой обработки. Оптимальным способом подготовки поверхности помольных шаров для измерения твердости является шлифование на плоскошлифовальном станке. Для стальных мелющих шаров изготовлена специальная матрица, в которую, в зависимости от диаметра, помещается от 2 до 5 ед., которые шлифуются одновременно. Помольные шары ставятся в матрицу и фиксируются, что бы избежать перекоса площадки под измерение твердости. Плоское шлифование включает в себя следующие рабочие движения: вращение режущего инструмента – круг шлифовальный ПП 25А 250х40х76 25СМ, продольная и поперечная подача мелющих шаров, движение помольных шаров в сторону резания шлифовальным кругом. При шлифовании в место контакта помольных шаров со шлифовальным кругом подаётся охлаждающая жидкость (СОЖ), которая помогает избежать перегрева поверхности и искажения результатов замера твердости.
Read More
Ранее в наших статьях мы кратко рассматривали процесс измельчения на предприятиях, которые относятся к следующим отраслям: добыча и обогащение полезных ископаемых, производство цемента и измельчение угля для теплоэлектростанций. В данной статье мы рассмотрим процесс измельчения материала при производстве газобетона. На сегодняшний день, в Украине насчитывается более 9 крупных заводов, которые производят строительные газобетонные блоки. Все предприятия данной отрасли, в качестве измельчаемого оборудования используют однокамерные трубные шаровые мельницы. Как правило, это мельницы имеют размеры 10 метров в длину и 2,5 метра в диаметре. Внутренний барабан мельницы защищен резиновыми бронеплитами с небольшими лифтерами (“волна”). Помимо украинских производителей газобетона, компания Энергостил осуществляет поставки мелющих шаров более чем тридцати компаниям данной отрасли, которые расположены на территории СНГ и ближнего зарубежья. В качестве измельчаемой среды используют стальные помольные шары диаметром 40мм. Иногда, дополнительно, используют и мелющие шары 30мм. Это обусловлено тем, что в шаровых мельницах измельчается песок, который имеет мелкую фракцию, но очень абразивный и твердый. Мелющие тела работают в каскадном режиме “на истирание”, в связи с этим, для достижения качественного помола и снижения удельного расхода мелющих тел (стоимость мелющих тел полностью включается в себестоимость готовой продукции), используются помольные шары с твердостью не менее 64HRC на поверхности и 45HRC на глубине 0,5радиуса (четвертая группа твердости, […]
Read More
Больше фото фотогалерее В Сентябре 2017 года делегация компании «Энергостил» в составе представителей отдела сбыта и отдела технического сопровождения продаж мелющих шаров, посетили своих Скандинавских партнеров. Сотрудничество с потребителями данного региона началось в марте прошлого года и за весьма короткий период успело занять уверенные позиции. Значительную долю экспорта компании «Энергостил» занимает Скандинавское направление. Потребителями региона было высоко оценено качество помольных шаров 4й и 5й группы твердости и соотношение цена-качество, о чем свидетельствуют регулярные поставки данной продукции. В рамках поездки, представители делегации лично познакомились с руководящим составом потребителей. Технические специалисты обеих сторон обсудили процесс измельчения сырья на предприятии, условия эксплуатации мелющих шаров «Энергостил», что позволило составить корректную оценку работы нашей продукции и совместно с партнерами определить направления для усовершенствования сотрудничества. Также, успешно были проведены коммерческие переговоры, направленные на расширение сбыта продукции. Выражаем искреннюю благодарность нашим партнерам за замечательный прием, хорошо проделанную работу и необычайный опыт. Было очень приятно работать с вами!
Read More
В июне 2017г. ООО «Завод «Энергостил» успешно прошёл технический надзор за сертифицированной системой управления качеством при производстве шаров стальных мелющих на соответствие ДСТУ ISO 9001:2009. Технический надзор проводило Государственное Предприятие «Харьковстандартметрология». Цель проверки: соответствие системы управления качеством запланированным мероприятиям, требованиям ДСТУ ISO 9001:2009 и требованиям к системыуправления качеством, установленным организацией; эффективность внедрения и поддержки. Вывод по результатам технического надзора: Система управления качеством ООО «Завод «Энергостил» соответствует требованиям ДСТУ ISO 9001:2009 «Системы управления качеством. Требования»
Read More
Как нами отмечалось ранее, шаровые барабанные мельницы применяются во всех отраслях, где необходимо измельчать материал. В таких мельницах, в качестве измельчающей среды в большинстве случаев используются стальные мелющие шары. В данной публикации рассмотрим использование стальных мелющих шаров в процессе помола угля. Данный процесс является подготовительным при создании смеси для сжигания в котлах на теплоэлектростанциях. Для создания качественного топлива для печей блоков ТЭС, которое изготовлено на основе угля, необходимо достигнуть максимальную степень измельчения (10—18% остатка на сите № 008) материала и по максимум снизить влажность угольной пыли. Сушка и помол топлива могут осуществляться раздельно или совмещено в одном агрегате. При разделении этих процессов уголь сушат в сушильных барабанах, а размалывают в коротких шаровых мельницах. Для измельчения угля используют обычные шаровые мельницы марки ШБМ. Соотношение длины барабана к диаметру обычно составляет 1,5:1. Со времен СССР, для измельчения угля на теплоэлектростанциях использовался помольные шары диаметром 40мм второй и третьей групп твердости. Это обусловлено достаточно низким показателем твердости измельчаемого материала и отсутствие в прошлом мелющих шаров более высоких групп твердости. Отслеживая мировую практику измельчения угля, специалисты компании Энергостил, одни из первых предложили своим клиентам, использовать при помоле угля мелющие шары четвертой и пятой групп твердости. Были проведены многочисленные испытания, которые доказали – использование помольных […]
Read More
Основным технологическим процессом при производстве стальных помольных шаров является горячая прокатка в винтовых калибрах (рис. 1), которая осуществляется двумя валками (1), развернутыми на угол подачи и вращающимися в одну сторону. Заготовка (2) и помольные шары на оси прокатки удерживаются линейками (3). На валках нарезаны винтовые ручьи (4), образованные винтовыми ребордами (5), высота и ширина которых увеличивается по ходу прокатки. Материалом для прокатки помольных шаров служит заготовка круглого сечения, диаметр которой несколько меньше прокатываемого мелющего шара. Прокатка осуществляется следующим образом: реборды (5) после захвата заготовки вращают и перемещают ее вдоль валков и постепенно, обжимая перемычку (6), и формуют помольный шар (7), который в конце участка формовки отделяется от заготовки, калибруется и выдается из калибра. Рис.1. Схема прокатки валков Твердость ручьев и реборд валков является очень важной в производстве помольных шаров и влияет на качество выпускаемой продукции, поэтому её необходимо контролировать. Контроль твердости валков осуществляется с помощью комбинированного твердомера Т-УД2. Для нормальной работы валков твердость реборд и ручьев должна быть на уровне 50-55HRC – для крупных диаметров и 55-65HRC – для мелких диаметров. Это связано с тем, что валки работают в условиях больших нагрузок на истирание в процессе деформирования заготовки в мелющий шар, а так же в условиях термоциклических нагрузок.
Read More
В конце декабря 2016г. компания «Энергостил» провела пробный прокат партии помольных шаров диаметром 20мм из высокоуглеродистой стали. Данная партия показала высокие значения твердости по всему сечению мелющего шара, при поверхностной твердости 61-63HRC, объёмная твёрдость помольных шаров составила 59-61 HRC. Согласно ДСТУ 3499-97 текущая партия мелющих шаров соответствует 4 группе твердости, а согласно новому стандарту ДСТУ 8538:2015 – 5 группе твердости. Также, партия успешно прошла испытания на ударостойкость (раскол). Из отобранных 30 помольных шаров, каждый выдержал суммарную энергию удара 64312 Дж без разрушения. Данная партия помольных шаров была успешно отгружена на экспорт.
Read More
В статье мы уже писали о том, как правильно измерять твердость помольных шаров. Здесь хотели бы обратить внимание на нюансы в измерении твердости мелющих шаров 5 группы. Для подтверждения соответствия твердости мелющего шара пятой группе подготавливается одна площадка плоской поверхности, путем удаления металла помольного шара на глубину радиуса с одной стороны и на глубину 0,5 радиуса с другой стороны (см. рисунок 1). Рисунок 1. Подготовка площадки для измерения твердости помольного шара Ø40мм на глубине R Измерение твердости всех частей радиуса мелющего шара проводится согласно рис.2 Рисунок 2. Схема выполнения замеров твердости на площадке мелющего шара (глубина R) Объемная твердость (ОТ) определяется как сумма значений измерения твердости (Т) на поверхности, на глубине 0,25 R; 0,5 R; 0,75 R и в центре помольного шара по формуле: ОТ = 0,289 Т пов. + 0,436Т0,25+ 0,203Т0,5+ 0,063 Т0,75 + 0,009 Тц,
Read More
Твердость поверхности помольных шаров определяют на двух диаметрально противоположных площадках. При определении твердости на каждой площадке выполняют четыре измерения. Первые три измерения выполняют в вершинах воображаемого равностороннего треугольника с длиной стороны от 6 до 8 мм. Эти измерения являются пробными, их результаты не записывают в протокол испытаний. Четвертое измерение выполняют в центре треугольника (см. рисунок 1). Результат этого измерения заносят в протокол испытаний. Рисунок 1. Схема выполнения замеров твердости на каждой из площадок мелющего шара Твердость мелющего шара определяется как среднее значение измерений обеих его поверхностей. Твердость партии помольных шаров определяется как среднее значение твердости 10 помольных шаров отобранных из данной партии. При необходимости подтверждении принадлежности мелющего шара к 4 группе твердости выполняется дополнительное измерение твердости на глубине 0,5 радиуса помольного шара. На расстоянии 0,5 радиуса выполняют четыре измерения твердости на двух взаимно перпендикулярных прямых. Минимальное и максимальное значения твердости не учитываются, а твердость определяется как среднее арифметическое двух оставшихся измерений (см. рисунок 2). Рисунок 2. Схема выполнения замеров твердости на площадке мелющего шара (глубина 0,5 R) При получении результатов замеров с разбегом значений твердости более 10% следует дополнительно проверить качество подготовки поверхности. При необходимости произвести дополнительную обработку поверхности и повторный замер твердости мелющего шара.
Read More
Твердость помольных шаров определяют на поверенных приборах. Измерение твердости мелющих шаров проводят при комнатной температуре. Опорные поверхности столика и подставки прибора должны быть очищены от посторонних веществ (окалины, смазки и др.). При измерении твердости прибор должен быть защищен от вибрации. При измерении твердости должны соблюдаться условия (см. рисунок 1): плавное приведение наконечника в контакт с рабочей поверхностью шара; плавное приложение предварительного F0 и основного F1 (в течение 2-8 с) усилий; плавное снятие основного усилия F1 через 1-3 с после резкого замедления или остановки стрелки индикатора. Рисунок 1. Схема проведения измерения твердости по методу Роквелла (где, F0 – предварительное усилие, Н (кгс); F1 – основное усилие, Н (кгс); F – общее усилие F0 + F1, Н (кгс)) Расстояние между центрами двух соседних отпечатков должно быть не менее четырех диаметров отпечатка (но не менее 2 мм). Значение твердости по Роквеллу определяется по шкале индикатора твердомера с округлением до 0,5 единицы твердости. Для измерения твердости на поверхности помольного шара выполняют две диаметрально противоположные площадки, как показано на рисунке 2. Рисунок 2. Подготовка площадок для измерения твердости шара Ø40мм Для подтверждения соответствия мелющих шаров четвертой группе твердости подготавливается одна площадка плоской поверхности, путем удаления ме¬талла шара на глубину 0,5 радиуса (см. рисунок 3). Рисунок […]
Read More
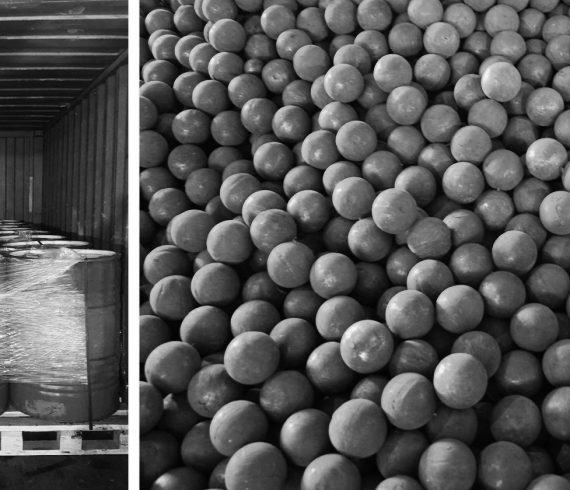
Деятельность компании Энергостил связана с необходимостью доставки грузов – мелющих шаров, сырья, материалов и комплектующих. Во многих случаях стоимость доставки занимает весомую долю в совокупных расходах компании, поэтому оптимизации этих расходов уделяется очень важное внимание. Логистика нашей компании – интегрированный процесс, призванный содействовать созданию потребительской стоимости с наименьшими общими издержками, удовлетворению запросам потребителей наших мелющих шаров и облегчению производственной и маркетинговой деятельности. Отдел логистики и таможенного оформления компании Энергостил подбирает оптимальный маршрут и вид транспортного средства для доставки помольных шаров в любую точку мира. Шары стальные мелющие для шаровых мельниц могут быть доставлены навалом или в биг-бегах, в бочках или в контейнерах, а также любым другим удобным для клиента способом. При расчете стоимости доставки мелющих шаров, специалисты Энергостил учитывают не только ценовой сегмент стоимости доставки, а и требования клиентов к способу доставки(вид и технические параметры транспортного средства), что может повлиять на сохранность груза в пути следования и на быстроту его приемки и/или выгрузки, что приводит к уменьшению затрат на доставку. Одним из примеров индивидуального подхода к клиенту, является мультимодальная перевозка мелющих шаров (транспортировка грузов по одному договору, но выполненная двумя и более видами транспорта; при этом, перевозчик несёт ответственность за всю перевозку, даже если эта транспортировка производится разными видами транспорта), […]
Read More
Компания «Энергостил» успешно провела испытания на ударостойкость экспериментальной партии шаров диаметром 100мм из высокоуглеродистой легированной стали 5 группы твердости по ДСТУ 8538:2015. Для эксперимента из партии было отобрано 50 мелющих шаров. Испытания на ударостойкость производились с помощью ударной установки – копер вертикального типа. Принцип действия копра основан на определении работы, затраченной на разрушение мелющего шара, производимой свободно падающим молотом (грузом определенной массы). В результате проведенного опыта каждый выбранный шар выдержал суммарную энергию удара 165375 Дж без разрушения. В процессе эксплуатации такие шары не подвергаются разрушению, имеют равномерный износ и сохраняют свою форму. Указанные качества способствуют снижению расхода мелющих шаров, а также повышению производительности мельницы и качества помола сырья.
Read More
В июле 2016 года компания «Энергостил» провела пробный прокат партии шаров диаметром 100 мм (объем – 100 тн) из высокоуглеродистой легированной стали. Экспериментальная партия шаров показала высокие значения твердости по всему сечению шара, при поверхностной твердости 58-60 HRC, объёмная твёрдость составила – 57-59 HRC. Согласно новому государственному стандарту качества стальных мелющих шаров (ДСТУ 8538:2015), данная продукция соответствует 5 группе твердости.
Read More