
Вопрос энергоэффективности на сегодняшний день является одним из главных на каждогом предприятии. Процесс измельчения в шаровых барабанных мельницах является весьма энергоемким, ведь на долю помола приходится до 45% от общего объема энергозатрат. Таким образом, можно отметить, что невозможно точно оценить величину мощности, потребляемой приводом мельницы, без учета совокупности всех факторов, влияющих на процесс измельчения, таких как: контакт мелющих тел, их соударения, передача механической энергии от одного мелющего тела другому, а затем и барабану мельницы.
Большое количество исследований от классических теорий до современных работ направлено на определение мощности, потребляемой приводом шаровых барабанных мельниц.
- Условно мощность, потребляемую приводом, можно разделить на полезную и вредную составляющие, которая расходуется на:
- измельчение нового материала, который поступает в мельницу;
- подъем мелющей загрузки (стальных мелющих шаров) на определенную высоту;
- преобразование механической энергии в тепловую;
- износ футеровки и мелющих тел;
- потери в механической передаче.
Мощность, потребляемая приводом мельницы, определяется по формуле:
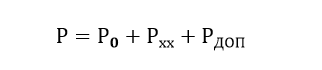

где: Р0 – мощность, расходуемая на вращение барабана мельницы и сообщения мелющей загрузки заданного режима работы, кВт;
Рхх – мощность, расходуемая на преодоление сил трения в подшипниковых узлах при отсутствии мелющих тел в барабане мельницы, кВт;
РДОП – мощность, расходуемая на преодоление потерь, связанных с увеличением сил трения в подшипниковых узлах, возникающих под действием веса мелющих тел, кВт.
Величина Рхх составляющей мощности, входящая в формулу, определяется по эмпирической формуле Всесоюзного теплотехнического и Центрального котлотурбинного институтов:
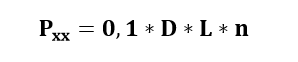

где: D – диаметр барабана мельницы в свету, м;
L – длина барабана мельницы, м;
n – частота вращения барабана мельницы, мин-1.
Значение составляющей РДОП определяется также по эмпирической формуле:
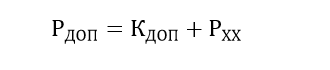

где: КДОП=GH/GКОР– коэффициент, равный отношению массы мелющей загрузки к массе корпуса мельницы, доли ед.
Обобщенная методика проф. Олевского В.А. по определению основной составляющей мощности Р0 на основе теоретических исследований Андреева С.Е., Неронова Н.П. и др. предполагает допущение, что только радиальная составляющая скорости мелющих тел совершает полезную работу, а также вводит поправку на малоподвижность ядра мелющих тел в шаровой мельнице:


где: A – константа Андреева С.Е., которая равна 2,31;
γ – насыпная плотность мелющих тел, кг/куб.м;
S – безразмерный коэффициент, который зависит от относительной скорости вращения барабана мельницы и коэффициента заполнения мельницы, а также от эксплуатационных условий, доли ед.
Вариант формулы Олевского В.А. обобщает большинство известных зависимостей по определению мощности, потребляемой приводом мельницы, независимо от режима работы мелющих тел (каскадного, водопадного или смешанного). Погрешность результатов расчетов по формуле Олевского В.А. не превышает 4%. Саму формулу представим ниже:


где: f – коэффициент, который зависит от производительности мельницы, профиля и толщины футеровки, живого сечения решетки и других факторов, доли ед.;
Ki– коэффициент запаса мощности двигателя, доли ед.;
η – коэффициент полезного действия механической передачи, доли ед.
Сравнительный анализ вычисленных значений мощности, потребляемой приводом шаровой барабанной мельницы, показал, что наиболее точным является теоретический метод Андреева С.Е., который может быть применен не только для каскадного, но и для водопадного и смешанного режимов, т.к. автором учитывается скольжение мелющей среды по футеровке. В следующих публикациях мы попробуем разобрать данный метод более детально.