
Energosteel Company delegation in Poland
13.09.2018
Energosteel company at the EBA Global Outlook 2018
21.09.2018
Istnieje kilka metod pomiaru twardości objętościowej kul mielących. Podstawą wszystkich metod jest metoda określania hartowności, a mianowicie metoda hartowania końcowego z krokiem pomiaru twardości od 1,5 mm do 3 mm (GOST 5657-69).
Hartowność — zdolność stali do uzyskiwania twardości na określonej głębokości od powierzchni do środka.
W niniejszym artykule рассмотрzymy 4 najczęściej stosowane metody pomiaru twardości objętościowej kul mielących:
1. Metoda wyznaczania twardości objętościowej zaproponowana w DSTU 3499-97 / DSTU 8538:2015.
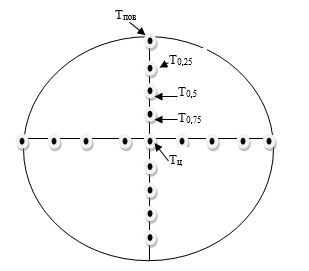
Metoda ta polega na pomiarze twardości we wszystkich częściach promienia kuli mielącej, uśrednieniu otrzymanych wartości oraz wyznaczeniu twardości według wzoru:
VH= 0,289 Tsurf+ 0,436 T0,25 + 0,203 T0,5 + 0,063 T0,75 + 0,009 Tc
Where:
VH — twardość objętościowa kul mielących;
Tsurf — twardość powierzchniowa kul mielących;
T0,25 — twardość na głębokości 0,25 promienia;
T0,5 — twardość na głębokości 0,5 promienia;
T0,75 — twardość na głębokości 0,75 promienia;
Tc — twardość w centrum kuli mielącej;
Schemat pomiaru twardości
2. Druga metoda pomiaru twardości objętościowej stosowana w Bułgarii.
Pomiar i obliczenia wykonywane są strefami (4 strefy odpowiadają częściom promienia jak w DSTU 3499-97 / DSTU 8538:2015, jednak pomiary wykonywane są w środku każdej strefy).
Wyznaczanie twardości objętościowej odbywa się według wzoru:
VH = (48,8 * T1 strefa + 29,6 * T2 strefa + 15,2 * T3 strefa + 5,6 * T4 strefa + 0,8 * centrum) / 100
Schemat pomiaru twardości
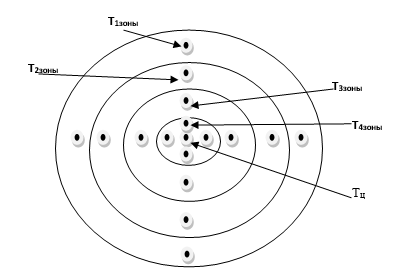
Metoda ta ma niewielką wadę, ponieważ nie uwzględnia twardości powierzchniowej kul mielących.
3. Trzecia metoda stosowana w Turcji.
Metoda ta polega na pomiarze twardości od powierzchni do środka z krokiem R/12 (na przykład: promień R wynosi 30 mm dla kuli mielącej o średnicy 60 mm, wówczas R dzieli się na 12 odcinków i otrzymuje krok 2,5 mm).
Wyznaczanie twardości objętościowej odbywa się według wzoru:
VH = 22,97%*T1 strefa + 19,16% T2 strefa + 15,68% T3 strefa + 12,56% T4 strefa + 9,78% T5 strefa + 7,35% T6 strefa + 5,27% T7 strefa + 3,53% T8 strefa + 2,14% T9 strefa + 1,1% T10 strefa + 0,41% T11 strefa + 0,06% T12 strefa
Where: T1–T12 strefa — wartości twardości w każdej strefie kuli mielącej od powierzchni do środka, mierzone wzdłuż jednego promienia.
Schemat pomiaru twardości
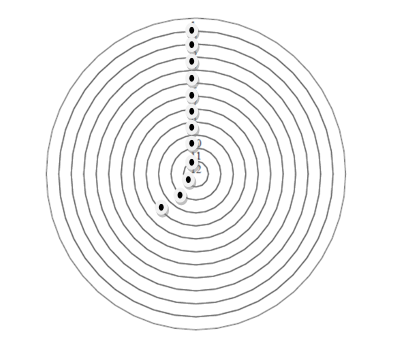
Metoda ta ma niewielkie wady, ponieważ pomiary wykonywane są wzdłuż jednego promienia i nie wykluczają występowania miejscowej (punktowej) twardości.
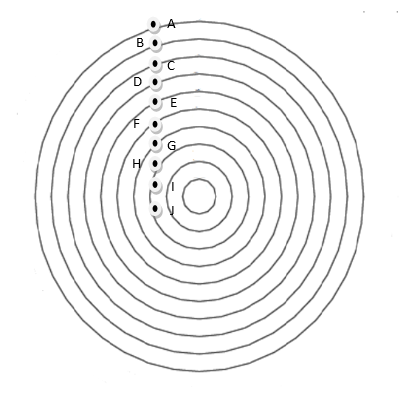
Czwarta metoda pomiaru twardości objętościowej stosowana w Czechach.
Metoda ta jest podobna do poprzedniej: pomiar i obliczenia wykonywane są strefami (10 stref rozmieszczonych od powierzchni A do środka J, przy czym promień przyjęto jako równy 1).
| 1 | A |
| 2 | B |
| 3 | C |
| 4 | D |
| 5 | E |
| 6 | F |
| 7 | G |
| 8 | H |
| 9 | I |
| 10 | J |
Wyznaczanie twardości objętościowej odbywa się według wzoru:
VH = 0,271*A + 0,217*B + 0,169*C + 0,127*D + 0,091*E + 0,061*F + 0,037*G + 0,019*H + 0,007*I + 0,001*J
Schemat pomiaru twardości
Podsumowując, można stwierdzić, że wszystkie metody są analogiczne i prowadzą do tego samego celu — określenia głębokości warstwy zahartowanej od powierzchni do środka kuli mielącej.
Stalowe kule mielące o hartowności przekrojowej (czyli wysokiej twardości objętościowej) mają jednorodną strukturę, a w konsekwencji takie same właściwości (granica plastyczności, przewężenie względne i udarność) w całym przekroju, co zapewnia wysokie właściwości eksploatacyjne: odporność na zużycie podczas pracy w młynie oraz zmniejszenie zużycia kul mielących na jedną tonę surowca.