
Prawidłowy sposób pomiaru twardości próbek stalowych kul mielących dla 1–4 grup twardości
26.01.2017
The delegation “Energosteel” in the Mining Turkey 2016 Fair
02.02.2017
Twardość powierzchniową kul mielących określa się na dwóch diametralnie przeciwnych platformach. Podczas określania twardości na każdej platformie wykonuje się cztery pomiary.
Pierwsze trzy pomiary wykonuje się w wierzchołkach umownego trójkąta równobocznego o długości boku od 6 do 8 mm. Pomiary te mają charakter orientacyjny i ich wyniki nie są zapisywane w protokole badań. Czwarty pomiar wykonuje się w środku trójkąta (rysunek 1). Wynik tego pomiaru jest zapisywany w protokole badań.
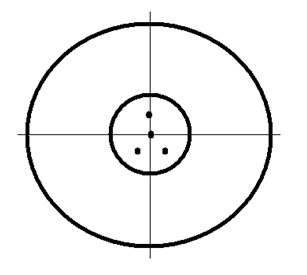
Rysunek 1. Schemat wykonania pomiarów twardości na każdej platformie kuli mielącej
Twardość kuli mielącej określa się jako średnią arytmetyczną wyników pomiarów wykonanych na obu powierzchniach.
Twardość partii kul mielących określa się jako średnią arytmetyczną twardości 10 kul mielących wybranych z danej partii.
W celu potwierdzenia przynależności kuli mielącej do 4. grupy twardości wykonuje się dodatkowy pomiar twardości na głębokości 1/2 promienia kuli mielącej.
W odległości 1/2 promienia wykonuje się cztery pomiary twardości na dwóch wzajemnie prostopadłych liniach. Minimalne i maksymalne wartości twardości są pomijane, a twardość określa się jako średnią arytmetyczną pozostałych dwóch wartości (rysunek 2).
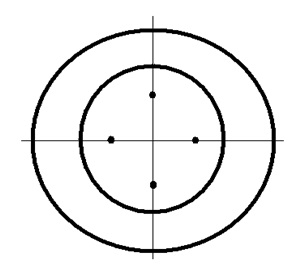
Rysunek 2. Schemat wykonania pomiarów twardości na platformach kuli mielącej (odległość 1/2 promienia)
W przypadku uzyskania wyników pomiarów o znacznych rozbieżnościach wartości twardości (ponad 10%) należy dodatkowo sprawdzić jakość przygotowania powierzchni. W razie potrzeby należy wykonać dodatkową obróbkę powierzchni oraz ponowny pomiar twardości kuli mielącej.