
News of the Energosteel testing laboratory
20.01.2017
Prawidłowe określenie grupy twardości kul mielących
31.01.2017
Twardość stalowych kul mielących określa się za pomocą przyrządów do pomiaru twardości. Pomiar twardości kul mielących przeprowadza się w temperaturze pokojowej. Powierzchnia podporowa stołu oraz stojaki przyrządu muszą być wolne od zanieczyszczeń (zgorzeliny, smaru itp.).
Podczas pomiaru twardości należy spełnić następujące warunki (rys. 1):
- Stopniowe doprowadzenie wgłębnika do kontaktu z powierzchnią roboczą kuli;
- Stopniowe przyłożenie siły wstępnej F0 oraz siły głównej F1 (w czasie 2–8 s);
- Stopniowe usunięcie siły głównej F1 po 1–3 s od wyraźnego spowolnienia lub zatrzymania wskazówki wskaźnika.
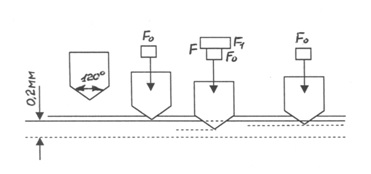
Rysunek 1. Schemat pomiaru twardości metodą Rockwella (gdzie: F0 – siła wstępna, H (kgf); F1 – siła główna, H (kgf); F – całkowita siła F0 + F1, H (kgf))
Odległość między środkami dwóch sąsiednich odcisków nie powinna być mniejsza niż cztery średnice odcisku (ale nie mniej niż 2 mm). Wartość twardości Rockwella odczytuje się ze skali wskaźnika twardościomierza i zaokrągla do 0,5 jednostki twardości. Do pomiaru twardości powierzchniowej kuli mielącej przygotowuje się dwie diametralnie przeciwległe platformy, jak pokazano na rysunku 2.
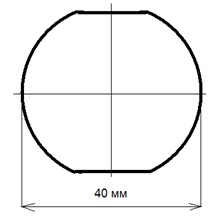
Rysunek 2. Przygotowanie platform do pomiaru twardości kuli Ø40 mm
W celu potwierdzenia zgodności kul mielących z czwartą grupą twardości przygotowuje się jedną płaską platformę poprzez usunięcie metalu z kuli na głębokość 0,5 promienia (rysunek 3).
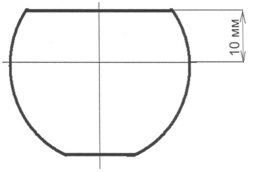
Rysunek 3. Przygotowanie platformy do pomiaru twardości kuli mielącej Ø40 mm na głębokość 0,5 R