
VISIT OF ENERGOSTEEL’S KEY PARTNERS
24.02.2021
Cechy technologii walcowania kul ENERGOSTEEL
15.04.2021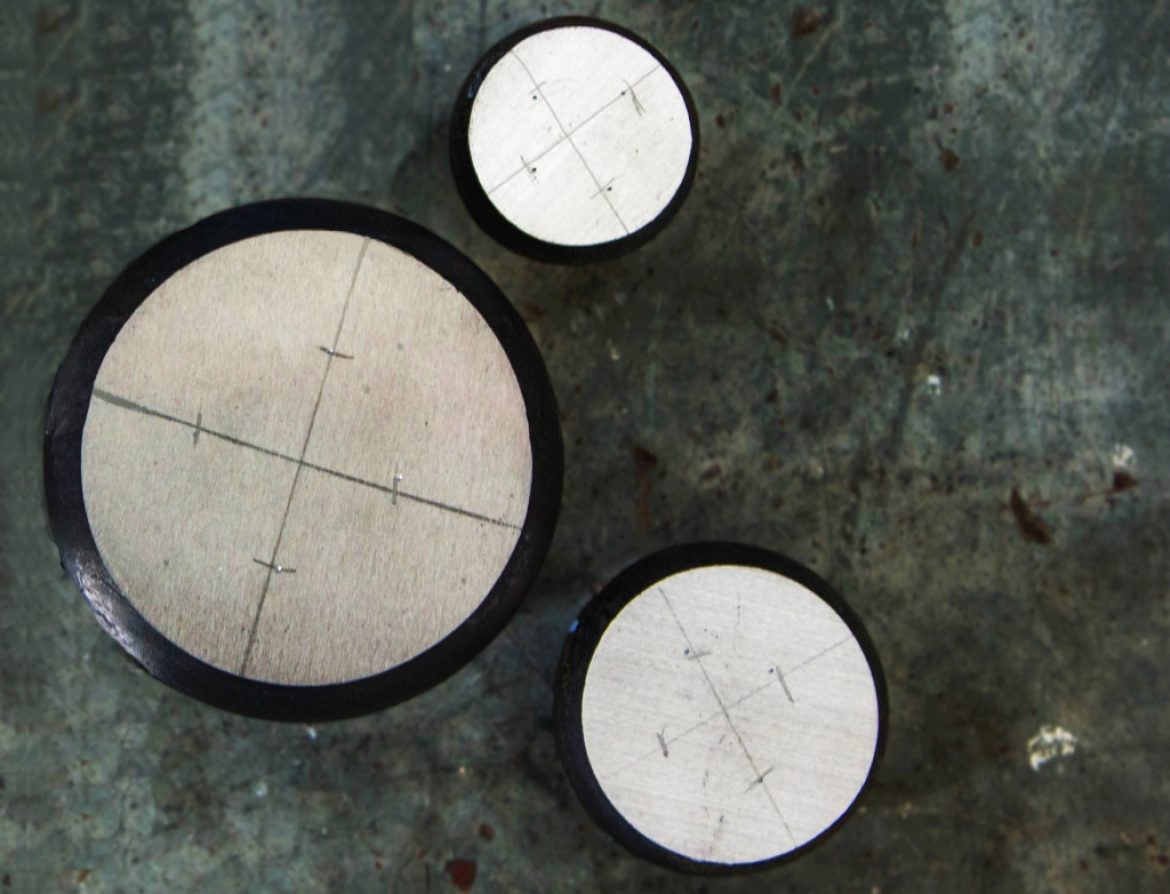
W naszych artykułach wielokrotnie podkreślaliśmy, jak ważne jest przestrzeganie wymagań odpowiednich norm GOST podczas przygotowania powierzchni kul mielących do pomiaru twardości.
W niniejszej publikacji przedstawimy jeden przykład, który pokazuje zależność wyników pomiaru twardości od prawidłowego przygotowania powierzchni.
W lutym 2021 roku otrzymaliśmy reklamację od jednego z naszych klientów. Sprawa dotyczyła stalowych kul mielących o średnicy 120 mm.
Do kontroli jakości wybrano 10 kul mielących. Wszystkie próbki zostały przygotowane do pomiaru twardości. Badanie twardości powierzchniowej wykazało średnią twardość na poziomie 49,37 HRC. Jednocześnie zakres wartości wahał się od 31 HRC do 60 HRC. Uzyskane wyniki znacząco różniły się od danych podanych w certyfikacie partii.
W celu wyjaśnienia sytuacji poprosiliśmy o przesłanie wskazanych próbek. Na wszystkich próbkach stwierdzono obecność „przepalenia” metalu oraz dużą chropowatość powierzchni pomiarowej. Wszystkie te czynniki wskazywały na nieprawidłowe przygotowanie powierzchni do pomiaru twardości, niezgodne z wymaganiami norm.
Wszystkie otrzymane próbki zostały ponownie przygotowane w laboratorium Energosteel. Wyniki wykazały średnią twardość na poziomie 58,2 HRC, przy zakresie wartości 56–60 HRC.
Nieprawidłowe przygotowanie powierzchni do pomiaru twardości metalu może więc znacząco zniekształcić wyniki. W tym konkretnym przypadku błąd pomiaru wynosił około 20%.
Energosteel posiada własne certyfikowane laboratorium metalograficzne, specjalizujące się wyłącznie w badaniach mediów mielących. Każdego roku cały nasz sprzęt pomiarowy podlega państwowej kontroli i certyfikacji. W wielu przypadkach z usług naszego laboratorium korzystały również zewnętrzne organizacje zajmujące się dokumentacją eksportową.
Gwarantujemy deklarowaną jakość naszych kul mielących i zawsze jesteśmy gotowi ją potwierdzić.