Компания «Энергостил» — единственное в своей отрасли предприятие Украины, специализирующееся исключительно на производстве и усовершенствовании качества стальных мелющих шаров, используемых для измельчения сырья в горнодобывающей, энергогенерирующей и строительной промышленности. Мощности производства компании – 60 000 тонн помольных шаров в год, диаметром от 20 мм до 125 мм различного качества — III, IV и V группы твердости, согласно ДСТУ 8538:2015 (ДСТУ 3499-97) / ГОСТ 7524-2015 (ГОСТ 7524-89). 2017 год был непростой для металлургической отрасли страны. На фоне годового сокращения выплавки стали, производства проката и чугуна, компании Энергостил удалось улучшить показатели 2016 года. Так, объем производства помольных шаров увеличился в 2017г на 11%, в сравнении с 2016. Доля экспорта увеличилась на 13% и составила 32% от объема продаж 2017 года. Это стало возможным благодаря росту потребления в странах СНГ, Скандинавского полуострова, Ближнего Востока и Прибалтики. Количество клиентов компании увеличилось на 2,5 %. В 2017 году также был отмечен значительный, на 31%, рост производства помольных шаров 5-й группы твердости, в сравнении с 2016 г. В целом, производство мелющих шаров 5-й группы твердости и шаров с повышенной объемной твердостью составило 20 % от годового объема. Напомним, компания «Энергостил» — единственное предприятие на территории СНГ, которому удалось освоить производство стальных мелющих шаров повышенной объемной и 5-й группы твердости и успешно реализовывать как на […]
Read More
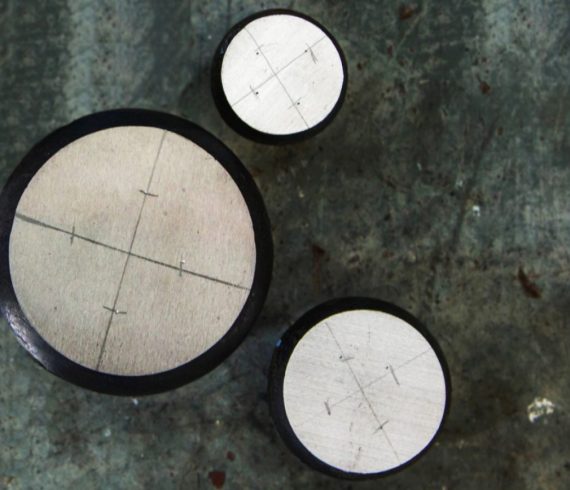
У попередніх статтях ми розглянули вимірювання твердості на поверхні і на глибині 0,5 радіуса помольних куль. У цій статті ми розглянемо проведення вимірювання об’ємної твердості сталевих молольних куль. Об’ємна твердість помольних куль проводиться для підтвердження їх відповідності п’ятій групі твердості згідно ДСТУ 8538 : 2015. Об’ємну твердість визначають в двох взаємно перпендикулярних напрямках на темплетах, вирізаних з центральної частини помольної кулі, поверхня яких підготовлена відповідно до вимог ГОСТ 9012 і ГОСТ 9013. Щоб зразок стабільно стояв на столику твердоміра, необхідно з одного боку помольної кулі зняти метал на глибину радіусу, а з іншого – на глибину 0,5 радіуса молольної кулі. Точки вимірювань необхідно поставити олівцем, для цього малюємо дві взаємно перпендикулярні прямі, далі кожен радіус ділимо навпіл і інші частини радіуса також ділимо навпіл. В результаті на кожній прямій отримуємо по 6 точок для вимірювань, які відповідають 0,25R; 0,5R; 0,75R і одну спільну точку R- центр помольної кулі. Разом на кожній частині радіусу, крім центру, отримуємо 4 значення. Мінімальне і максимальне значення отриманої твердості не враховуються. Твердість визначається як середнє арифметичне двох вимірювань, що залишилися. Розрахунок об’ємної твердості проводимо за формулою: ОТ = 0,289 Тпов. + 0,436 Т0,25 + 0,203 Т0,5 + 0,063 Т0,75 + 0,009 Тц, де […]
Read More
В останній статті ми розглядали вимір твердості на поверхні помольних куль. Нагадаємо, під час визначення твердості помольної кулі на поверхні, ми проводили 4 вимірювання показників твердості: три пробних – на вершинах уявного рівностороннього трикутника і один контрольний – в центрі даного трикутника. У цій статті розглянемо вимір твердості на глибині ½ радіуса сталевих помольних куль. Дане вимірювання виконується при необхідності підтвердження приналежності помольних куль до 4 групи твердості (ДСТУ 8538 : 2015). Твердість на глибині 0,5 радіуса сталевих помольних куль визначають на одній частині плоскої поверхні, підготовленої відповідно до вимог ГОСТ 9012 і ГОСТ 9013 шляхом видалення металу кулі на необхідну глибину. Щоб зразок стійко стояв на столику твердоміра, необхідно з кожного боку помольної кулі зняти метал на глибину 0,5 радіуса. На відстані 0,5 радіуса виконують чотири виміри твердості на двох взаємно перпендикулярних прямих, які теж краще намалювати олівцем, точки вимірів повинні відповідати половині радіуса помольної кулі. Мінімальне і максимальне значення отриманої твердості не враховуються. Твердість визначається як середнє арифметичне двох вимірювань, що залишилися.
Read More
Твердість поверхні помольних куль визначають на двох діаметрально протилежних ділянках. При визначенні твердості за методом Роквелла на кожній ділянці виконують чотири виміри. Перші три вимірювання виконують в вершинах уявного рівностороннього трикутника з довжиною сторони від 5 до 8 мм. Ці виміри є пробними, їхні результати не записують в протокол випробувань. Четвертий вимір виконують в центрі трикутника. Результат цього виміру заносять в протокол випробувань. Для простоти вимірювань можна попередньо намалювати точки в місцях проведення замірів: три – у вигляді вершин трикутника, а четверту – в центрі цього трикутника. Чотири виміри необхідно робити відповідно до ГОСТ 9013 «Метод вимірювання твердості по Роквеллу» , де зазначено: Після зміни наконечника, робочого столика або підставки перші три вимірювання не враховуються. Кількість відбитків при вимірюванні твердості, спосіб обробки і результати вимірювань вказуються в нормативно-технічної документації на металопродукцію. В ДСТУ дана методика вимірювання вказана для того, щоб за ці три виміри придавити наконечник до поверхні помольної кулі і отримати четвертий вимір з мінімальною похибкою. На циферблаті приладу розташовано кілька шкал: Шкала C – для вимірювань використовується індентор – алмазний конус з кутом 120 ° при вершині при навантаженні 150кгс. Одиниця виміру HRC. Шкала В – для вимірювань використовується індентор – кулька діаметром 1/16 дюйма з карбіду вольфраму […]
Read More
Зразки помольних куль повинні бути підготовлені таким чином, щоб не змінювалися їх властивості в результаті механічної або іншої обробки. Оптимальним способом підготовки поверхні помольних куль для вимірювання твердості є шліфування на шліфувальному верстаті. Для сталевих помольних куль виготовлена спеціальна матриця, в яку, в залежності від діаметра, вміщуються від 2 до 5 од., що шліфуються одночасно. Помольні кулі ставляться в матрицю і фіксуються, що б уникнути перекосу частини для виміру твердості. Плоске шліфування включає в себе наступні робочі рухи: обертання ріжучого інструменту – коло шліфувальне ПП 25А 250х40х76 25СМ, поздовжня і поперечна подача помольних куль, рух помольних куль в бік різання шліфувальним кругом. При шліфуванні в місце контакту помольних куль зі шліфувальним кругом подається мастильно-охолоджуюча рідина (МОР), яка допомагає уникнути перегріву поверхні і спотворення результатів виміру твердості.
Read More
В данной статье мы продолжим информировать Вас о результатах проведения замеров насыпного веса мелющих шаров, которые производит наше предприятие. Взвешивание шаров диаметром 90 мм проводилось в ёмкости (бадье), которая имеет правильную геометрическую форму – параллелепипед со сторонами 118х118х110см. Объем емкости составляет 1,53 куб.м. Результаты взвешивания и расчетов приведены ниже в таблице. Таблица 1. Насыпной вес стального шара диаметром 90мм. (без утряски) Параметр Контейнер №1 Объем контейнера, куб.м 1,531 Объем мелющих тел в контейнере, куб.м 1,322 Вес контейнера и мелющих тел (брутто), т 6,860 Вес контейнера, т 0,880 Вес мелющих тел, т 5,980 Насыпной вес, т/куб.м 4,600 В справочной специализированной литературе, насыпной вес стального шара 90мм составляет 4,58 т\куб.м. Итак, в наших публикациях, Вы можете ознакомиться с насыпным весом стальных мелющих шаров производства ООО “Завод “Энергостил” следующих диаметров: 40 мм, 50 мм, 80 мм, 90 мм, 100 мм и 120 мм. В дальнейшем, мы и далее будем информировать Вас о результатах проведения расчетов насыпного веса стальных мелющих шаров различного диаметра, которые изготавливает наше предприятие.
Read More
Основным фактором в построении партнерских отношений со своими клиентами, компания Энергостил использует принцип “индивидуального подхода”, как в коммерческой, так и в технической областях. Так, при производстве мелющих тел, компания Энергостил учитывает специфику использования мелющих шаров в процессе помола каждого клиента, независимо от объема потребления и вида деятельности. Рассмотрим несколько примеров, которые показывают, как компания Энергостил помогает своим клиентам в разрешении вопросов, связанных с подбором и использованием мелющих тел. Одно из украинских предприятий производит техническую стальную дробь, конечная обработка (дробление) которой осуществляется в шаровых мельницах (дробилках). В своем производстве клиент использует шары диаметром 100мм. Твердость литой дроби составляет от 60HRC до 64HRC. Первая поставка мелющих тел была осуществлена согласно требованиям клиента к данной продукции – стальные помольные шары диаметром 100мм из марганцовистых марок стали с поверхностной твердостью 60HRC и твердостью на половине радиуса 45HRC. По истечении некоторого периода, клиент отметил, что несущественно увеличился расход мелющих тел и качество помола, а вследствие этого и производительность снизились. Технические специалисты компании Энергостил прибыли на производство, изучили специфику технологии изготовления стальной дроби, проанализировали другие технические процессы. Было определено, что мельницы используются в качестве дробильного оборудования. Т.е. процесс измельчения был заменен дроблением – низкий уровень загрузки мелющих тел, широкие лифтеры (помольные шары поднимались на максимальную высоту […]
Read More
Мы продолжаем цикл наших статей, которые информируют наших клиентов о замере насыпного веса стальных мелющих шаров производства ООО “Завод “Энергостил”. В ноябре месяце, был осуществлен прокат партии шаров диаметром 120 мм. Это максимальный диаметр помольных шаров, который используется на территории Украины. Мелющие шары данной партии соответствует четвертой группы твердости (согласно ДСТУ 8538-2015). Результаты замера насыпного веса Вы можете увидеть в таблице. Таблица 1. Насыпной вес стального шара диаметром 120мм. (без утряски) Параметр Контейнер №1 Объем контейнера, куб.м 1,531 Объем мелющих тел в контейнере, куб.м 1,471 Вес контейнера и мелющих тел (брутто), т 7,475 Вес контейнера, т 0,880 Вес мелющих тел, т 6,595 Насыпной вес, т/куб.м 4,486 В справочной специализированной литературе, насыпной вес стального шара 120мм составляет 4,52 т\куб.м. Подведем итог цикла наших статей, в которых мы отражали результаты замеров насыпного веса стальных шаров производства ООО “Завод “Энергостил” – в наших статьях Вы можете ознакомиться с показателями насыпного веса помольных шаров диаметром 40, 50, 80, 100 и 120мм. В ближайшем будущем мы проведем аналогичные замеры по следующим диаметрам: 30мм и 60мм. Надеемся, полученная информация будет полезно для наших читателей. По завершению цикла статей касательно насыпного веса наших мелющих тел, мы предоставим Вам консолидированную таблицу со всеми показателями насыпной плотности стальных шаров […]
Read More
Специалисты компании Энергостил продолжают информировать наших читателей о проведении замеров насыпного веса стальных мелющих шаров производства ООО “Завод “Энергостил” (Украина). Напомним, что производственные мощности нашего предприятия были укомплектованы двумя емкостями, которые предназначены для проведения замеров насыпного веса. Емкость (бадья) имеет правильную геометрическую форму – параллелепипед со сторонами 118х118х110см. Объем емкости составляет 1,53 куб.м. Второго ноября 2017 года начался прокат промышленной партии стальных мелющих шаров диаметром 50мм пятой группы твердости (согласно ДСТУ 8538: 2015 /ДСТУ 3499-97). Результаты замера насыпного веса Вы можете увидеть в таблице. Таблица 1. Насыпной вес стального шара диаметром 50мм. (без утряски) Параметр Контейнер №1 Объем контейнера, куб.м 1,531 Объем мелющих тел в контейнере, куб.м 1,005 Вес контейнера и мелющих тел (брутто), т 7,975 Вес контейнера, т 0,880 Вес мелющих тел, т 7,175 Насыпной вес, т/куб.м 4,710 В справочной специализированной литературе, насыпной вес стального шара 50мм составляет 4,70 т\куб.м. Итак, в наших публикациях, Вы можете ознакомиться с насыпным весом стальных мелющих шаров производства ООО “Завод “Энергостил” следующих диаметров: 40мм, 50мм, 80мм и 100мм. В дальнейшем, мы и далее будем информировать Вас о результатах проведения расчетов насыпного веса стальных мелющих шаров различного диаметра, которые изготавливает наше предприятие.
Read More
Больше фото фотогалерее В октябре 2017 компания Энергостил совместно со своим официальным дистрибьютором в Турции компанией Proses Mühendislik приняла участие в выставке-ярмарке MINEX 2017. Данное мероприятие проходило с 18 по 21 октября 2017 года в городе Измир (Турция) параллельно с шестым международным конгрессом по современному состоянию и развитию оборудования и технологий, которые применяются в отрасли горной промышленности. В конгрессе и выставке, организованных Палатой горных инженеров Турции, как правило, участвуют множество компаний, которые осуществляют свою деятельность не только на территории Турции, но и во многих странах мира. В выставке-ярмарке MINEX 2017 участвовало более 100 предприятий, которые специализируются на производстве специализированного оборудования для горной промышленности. Также были представлены организации, которые предоставляют комплексные инжиниринговые решения в области планирования, реконструкции и модернизации процессов, которые включены в технологию горной добычи и обогащения различных полезных ископаемых. Выставку посетили более 5000 посетителей из 27 стран. В рамках презентации продукции компании Энергостил были проведены встречи с крупнейшими в регионе потребителями мелющих тел. Также были проведены технико-экономические переговоры с производителями шаровых мельниц, что позволило сформировать стратегию, направленную на увеличение продаж мелющих шаров Энергостил в данном регионе. Компания Энергостил благодарит своего официального представителя на турецком рынке компанию Proses Mühendislik за помощь в подготовке к участию в выставке MINEX 2017, и […]
Read More
Ранее в наших статьях, когда мы рассматривали специфику процесса измельчения при производстве газобетона, мы вскользь упоминали о возможности производить догрузку мельницы мелющими телами в автоматическом режиме. В данной публикации мы рассмотрим этот вопрос более детально. Автоматическая догрузка мелющих тел в мельницу в большинстве случаев применяется на газобетонных заводах. Причиной этому служат ряд факторов: Производство газобетона – достаточно молодая технология, и при проектировании производства учитываются все современные методики, которые касаются и процесса измельчения. При производстве газобетона в основном используются мелющие шары диаметром 40мм (иногда используют и шар 30мм). Малое количество мельниц. В основном, на заводе по производству газобетона используют одну-две шаровые мельницы. Однородность измельчаемого материала и т.д. Отметим, что все зарубежные производители газобетона используют автоматическую догрузку мелющих тел. В Украине, на сегодняшний день, лишь одно предприятие внедрило данную технологию. Что из себя представляет данная методика догрузки мелющих тел в мельницу? Это механизм, который состоит из двух основных частей: сам контейнер, в котором хранятся мелющие шары, и желоб, по которому мелющие тела попадают в мельницу. Контейнер оснащен подвижной заслонкой, движение которой может регулироваться (открыть\закрыть) автоматически или в ручном режиме. При автоматическом режиме компьютер отслеживает количество сырья, которое подано в мельницу, и по достижению определенного объема, открывает заслонку, и происходит догрузка мелющих шаров […]
Read More
Ранее в наших статьях мы кратко рассматривали процесс измельчения на предприятиях, которые относятся к следующим отраслям: добыча и обогащение полезных ископаемых, производство цемента и измельчение угля для теплоэлектростанций. В данной статье мы рассмотрим процесс измельчения материала при производстве газобетона. На сегодняшний день, в Украине насчитывается более 9 крупных заводов, которые производят строительные газобетонные блоки. Все предприятия данной отрасли, в качестве измельчаемого оборудования используют однокамерные трубные шаровые мельницы. Как правило, это мельницы имеют размеры 10 метров в длину и 2,5 метра в диаметре. Внутренний барабан мельницы защищен резиновыми бронеплитами с небольшими лифтерами (“волна”). Помимо украинских производителей газобетона, компания Энергостил осуществляет поставки мелющих шаров более чем тридцати компаниям данной отрасли, которые расположены на территории СНГ и ближнего зарубежья. В качестве измельчаемой среды используют стальные помольные шары диаметром 40мм. Иногда, дополнительно, используют и мелющие шары 30мм. Это обусловлено тем, что в шаровых мельницах измельчается песок, который имеет мелкую фракцию, но очень абразивный и твердый. Мелющие тела работают в каскадном режиме “на истирание”, в связи с этим, для достижения качественного помола и снижения удельного расхода мелющих тел (стоимость мелющих тел полностью включается в себестоимость готовой продукции), используются помольные шары с твердостью не менее 64HRC на поверхности и 45HRC на глубине 0,5радиуса (четвертая группа твердости, […]
Read More
Специалисты компании Энергостил продолжают информировать наших читателей о проведении замеров насыпного веса стальных мелющих шаров производства ООО “Завод “Энергостил” (Украина). Напомним, что производственные мощности нашего предприятия были укомплектованы двумя емкостями, которые предназначены для проведения замеров насыпного веса. Обе емкости (бадьи) имеют правильную геометрическую форму – параллелепипед со сторонами 118х118х110см. Объем каждой емкости составляет 1,53 куб.м. Так, в сентябре месяце была прокатана партия стальных помольных шаров диаметром 40мм пятой группы твердости (согласно ДСТУ 8538:2015 / ДСТУ 3499-97). Результаты замера насыпного веса Вы можете увидеть в таблице. Таблица 1. Насыпной вес стального шара диаметром 40мм. (без утряски) Параметр Контейнер №1 Контейнер №2 Ср.значение Объем контейнера, куб.м 1,531 1,531 Объем мелющих тел в контейнере, куб.м 0,989 1,002 Вес контейнера и мелющих тел (брутто), т 5,625 5,615 Вес контейнера, т 0,950 0,880 Вес мелющих тел, т 4,675 4,735 Насыпной вес, т/куб.м 4,730 4,726 4,728 В справочной специализированной литературе, насыпной вес стального мелющего шара 40мм составляет 4,76 т\куб.м. В дальнейшем, мы и далее будем информировать Вас о результатах проведения расчетов насыпного веса стальных мелющих шаров различного диаметра – от 25мм до 120мм, которые изготавливает наше предприятие. Качественные мелющие шары покупают тут!
Read More
Часто возникает ситуация, когда перед предприятием, которое использует мелющие тела, возникает вопрос – а какой размер (диаметр) помольного шара использовать в мельнице, чтобы достичь необходимого качества помола. Ранее мы отмечали, что данную информацию можно получить из нескольких источников: – Техническая документация, которая прилагается к измельчаемому оборудованию (мельнице). Каждый производитель мельницы рекомендует, какие мелющие тела необходимо использовать в мельнице при определенных условиях: параметры измельчаемого материала, производительность мельницы, размер частиц сырья в “питании” мельницы и необходимая тонина помола (содержание готового класса). – Прошлый опыт работы шаровой мельницы. При выгрузке мелющих тел из мельницы, можно рассчитать средний диаметр мелющих тел, который сформировался в мельнице во время работы (как это сделать мы отмечали ранее в наших публикациях). – Получить необходимые данные по гранулометрическому составу мелющих тел от других предприятий, которые имеют схожий процесс помола, в том числе и схожие требования к качеству помола. Иногда, возникает ситуация, что использование указанных выше источников невозможно. Существует математическое решение данной проблемы. Для этого используется формула Бонда, которая поможет определить оптимальный размер мелющих тел, которые необходимо загрузить в шаровую мельницу для обеспечения надлежащей ее работы. Ниже приведем формулу расчета: где: В – диаметр помольных шаров, мм; А – поправочный коэффициент (для мелющих шаров А=20,17, для цильпебса А=18,15); F – […]
Read More
Больше фото фотогалерее В Сентябре 2017 года делегация компании «Энергостил» в составе представителей отдела сбыта и отдела технического сопровождения продаж мелющих шаров, посетили своих Скандинавских партнеров. Сотрудничество с потребителями данного региона началось в марте прошлого года и за весьма короткий период успело занять уверенные позиции. Значительную долю экспорта компании «Энергостил» занимает Скандинавское направление. Потребителями региона было высоко оценено качество помольных шаров 4й и 5й группы твердости и соотношение цена-качество, о чем свидетельствуют регулярные поставки данной продукции. В рамках поездки, представители делегации лично познакомились с руководящим составом потребителей. Технические специалисты обеих сторон обсудили процесс измельчения сырья на предприятии, условия эксплуатации мелющих шаров «Энергостил», что позволило составить корректную оценку работы нашей продукции и совместно с партнерами определить направления для усовершенствования сотрудничества. Также, успешно были проведены коммерческие переговоры, направленные на расширение сбыта продукции. Выражаем искреннюю благодарность нашим партнерам за замечательный прием, хорошо проделанную работу и необычайный опыт. Было очень приятно работать с вами!
Read More
При легировании в состав стали специально вводят такие элементы, которые снижают склонность стали к коррозионному разрушению или элементы которые изменяют более опасный вид коррозии на менее опасный (например, переход межкристаллитной коррозии в равномерную). В сталь чаще всего вводят хром, никель, алюминий и кремний, отдельно или совместно в различных соотношениях. Наличие этих элементов в достаточных количествах делает сталь стойкой в воде, во влажной атмосфере, в растворах многих кислот и щелочей и в атмосфере сухих газов при высоких температурах. В сталях с высоким содержанием углерода эрозионная стойкость увеличивается. Такие стали с высоким углеродом, легированные хромом, марганцем и кремнием ООО «Завод «Энергостил» использует для производства мелющих шаров 5 группы твердости согласно ДСТУ 3499-97 / ДСТУ 8538: 2015. Для производства помольных шаров 3-4 группы твердости согласно ДСТУ 3499-97 / ДСТУ 8538: 2015 ООО «Завод «Энергостил» использует стали, специально разработанные нашими специалистами совместно с поставщиками проката горячекатаного круглого. В этих сталях содержится определенное количество легирующих элементов (кремний, хром, марганец, ванадий, молибден, титан), которые изменяют механические свойства металла в микро объемах, при этом увеличивая коррозионную стойкость.
Read More
Представляем вашему вниманию цикл статей, посвященный коррозионному износу стальных мелющих шаров. Коррозия мелющих шаров ускоряется при наличии кислорода в воде. Причем большая концентрация кислорода приводит к сильному увеличению коррозионной активности среды. Однако при дальнейшем повышении содержания кислорода скорость коррозии уменьшается в результате пассивации. Скорость коррозии, как и любой другой химической реакции, сильно зависит от температуры. При повышении температуры на 100 градусов может увеличиться скорость коррозии помольных шаров на несколько порядков. При низких значениях рН (0-7), т. е. при высокой концентрации водородных ионов, растворы очень интенсивно разрушают сталь, из которой изготавливают мелющие тела. Процесс коррозии стали замедляется при значениях рН больше 9. В идеале среда для эксплуатации в мельнице стальных помольных шаров должна быть с показателями рН более 9, без наличия свободного кислорода в воде с температурой до 50 градусов. Также, желательно добавление в среду ингибиторов, т.е. веществ замедляющих процесс коррозии.
Read More
В июне 2017г. ООО «Завод «Энергостил» успешно прошёл технический надзор за сертифицированной системой управления качеством при производстве шаров стальных мелющих на соответствие ДСТУ ISO 9001:2009. Технический надзор проводило Государственное Предприятие «Харьковстандартметрология». Цель проверки: соответствие системы управления качеством запланированным мероприятиям, требованиям ДСТУ ISO 9001:2009 и требованиям к системыуправления качеством, установленным организацией; эффективность внедрения и поддержки. Вывод по результатам технического надзора: Система управления качеством ООО «Завод «Энергостил» соответствует требованиям ДСТУ ISO 9001:2009 «Системы управления качеством. Требования»
Read More
Ранее, в наших статьях мы детально рассматривали, как рассчитывают насыпной вес новых мелющих тел и мелющих тел, загруженных в мельницу. За многолетний опыт проведения промышленных испытаний, специалисты компании Энергостил отметили, что не на всех предприятиях, где проводятся испытания, есть возможность правильно и быстро замерять насыпной вес шаров. Для замера насыпного веса необходимы емкости, правильной геометрической формы и объем которых составляет минимум один кубический метр. Руководством компании Энергостил было принято решение укомплектовать наше производство двумя емкостями, которые удовлетворяют, указанным ранее требованиям. Это позволит, с минимальной погрешностью и минимум затраченного времени, провести все необходимые замеры, результаты которых будут предоставлены нашим клиентам. Обе емкости (бадьи) имеют правильную геометрическую форму – параллелепипед со сторонами 118х118х110см. Объем каждой емкости составляет 1,53 куб.м. Ранее, мы обращали внимание, что, чем больше объем измерительной бадьи, тем точнее данные. Беря во внимание технические параметры крановых весов, которые ежегодно проходят проверку, специалисты компании Энергостил приняли решение, что 1,53 куб.м это оптимальный объем емкости, который с минимальной погрешностью поможет определить насыпной вес мелющих шаров. 25 августа 2017 года, сотрудниками компании Энергостил были проведены замеры насыпного веса стальных мелющих шаров 4 группы твердости диаметром 80 и 100мм. Результаты замеров и расчетов приведены ниже в таблицах. Таблица 1. Насыпной вес стального шара диаметром […]
Read More