Подрібнення в кульових млинах (де як подрібнювальне середовище виступають помольні кулі) є одним з широко застосовуваних на практиці способів зменшення розмірів частинок матеріалу. Відомо досить багато робіт, присвячених детальному розгляду процесу взаємодії розмольного тіла з частинками матеріалу. У той же час, кількість робіт з розрахунку оптимального заповнення барабана кульового млина помольними тілами, досить мало. Як правило, оптимальне завантаження визначається дослідним шляхом, з теоретичних досліджень можна відзначити методи розрахунку найкращого завантаження Шелехова Є.В., Левенсон Л.Б., Амосова Є.А. Надалі ми розглянемо ці методи в наших публікаціях. Як відомо, подрібнення матеріалу може відбуватися або за рахунок падіння помольних куль (водоспадний режим роботи млина), або за рахунок стирання частинок матеріалу помольними тілами, що перекочуються (каскадний режим). Припустимо, подрібнення матеріалу відбувається у водоспадному режимі. Падаюча куля набирає енергію за рахунок розгону у полі сили тяжкості, і під час удару отримана енергія витрачається на руйнування частки матеріалу. Для якнайшвидшого подрібнення матеріалу необхідна велика кількість сильних ударів розмольного тіла об матеріал. З’ясуємо, як кількість ударів кулі об матеріал та енергія удару залежатимуть від заповнення барабана помольними тілами. Куля під час падіння рухається рівноприскорено, без початкової швидкості, тому можна записати зв’язок пройденого кулею шляху Н, часу падіння кулі до удару t і прискорення падіння a: Отже, час падіння […]
Read More
Більше фото в галереї Компанія «Енергостіл» рада знайти партнера з постачання сировини для виробництва сталевих помольних куль! У вересні делегація «Енергостіл» відвідала виробничі площі металургійного заводу, що спеціалізується на виробництві високоякісного круглого сталевого прокату. Круглі прутки завод виготовляє із квадратної заготівлі власного виробництва. У зв’язку з цим фактором ціни на сортовий прокат даного виробника дуже конкурентоспроможні на ринку. Металургійне підприємство виробляє сортовий прокат за технологією безперервно литої заготівлі. Переваги даної технології полягають у тому, що завдяки безперервності лиття та кристалізації досягається повна рівномірність структури зливка по всій його довжині. Під час кристалізації слиток металу, що формується, постійно переміщається вгору-вниз щодо кристалізатора за допомогою невеликих циліндрів, розташованих у струмку. Це дозволяє зменшити кількість дефектів. Навколо кожного струмка створюється сильне електромагнітне поле, яке дозволяє формувати належну кристалічну структуру заготівлі. З такої квадратної заготовки з однорідною і початково заданою структурою проводитися прокат круглої заготовки. Також у разі технології виробництва методом безперервного лиття різко скорочуються втрати металу на обрізання кінців злитків (економія 25% металу). Виходячи з цього можна дійти висновку, що такий метод виробництва є як економічно вигідним, так й ефективним для виробництва якісних прутків, він дозволяє зменшити кількість браку, що зводить до мінімуму утворення дефектів під час виробництва нашої продукції – сталевих помольних […]
Read More
Ми вже неодноразово наводили доказ того, що використання помольних куль при подрібненні матеріалу більш ефективно, ніж застосування чавунного цильпебсу. Так як у нашому розпорядженні є напівпромисловий млин, ми ще раз вирішили провести порівняльні випробування. Предметом порівняльних випробувань були два види помольних тіл: чавунний цільпебс 27*32 українського виробництва та сталева куля 30мм виробництва ТОВ «Завод «Енергостіл». Рис. 1 Чавунний цильпебс 27*32 і сталева помольна куля 30мм Метою проведення порівняльних “лабораторних” випробувань є: Визначення зносу чавунного цільпебсу та сталевої кулі діаметром 30мм у процесі подрібнення за рівних умов; Визначення та порівняння тонкощі помелу за однакових умов експлуатації випробуваних помольних тіл. Порівняльні випробування помольних тіл проводилися в напівпромисловому двокамерному млині ЛКМ-2-ТОВ «ХЗПГТ», який встановлений безпосередньо на території підприємства ТОВ «Завод «Енергостіл». Внутрішній барабан млина складається з двох рівнозначних камер, розділених перегородкою без отворів. Швидкість обертання барабана млина 45-51об./хв. Подрібнення матеріалу відбувалося одночасно у двох камерах млина. У кожну камеру завантажили по 25кг помольних тіл. Перед завантаженням вся збірка була зважена і визначено середній діаметр помольних тіл. В якості подрібнюваного матеріалу використовувався кварцовий пісок розміром зерна 1,1-1,3мм. Подрібнення проводилося у замкнутому циклі, сухим способом. Тривалість одного циклу складала 3 години. У кожному окремому циклі млин подрібнював по 20кг піску в кожній камері. Після завершення […]
Read More
Не дивлячись на нелегкий час для нашої країни, ми не перестаємо боротися за якість нашої продукції – сталеві помольні кулі. Так, у червні 2022р. випробувальна лабораторія ТОВ «Завод «Енергостіл» успішно пройшла чергову атестацію на відповідність системи вимірів вимогам ДСТУ ISO10012:2005 «Системи управління вимірами. Вимоги до процесів вимірювання та вимірювального обладнання». Аудит здійснювався Державним Підприємством “Харківський регіональний науково-виробничий центр стандартизації, метрології та сертифікації”. За результатами аудиту експертами не винесено ні зауважень, ні рекомендацій, що свідчить про досконалість системи вимірювань та видано свідоцтво № 01-0032/2022 про відповідність системи вимірювань вимогам ДСТУ ISO10012:2005. Доповнення до свідчення тепер на двох аркушах, оскільки наша лабораторія значно розширила сферу своєї діяльності, запровадила нові випробування для перевірки якості продукції, про які ми писали раніше у статтях. Вдосконалення та гарантія якості нашої продукції – фундамент виробництва компанії «Енергостіл» попри все!
Read More
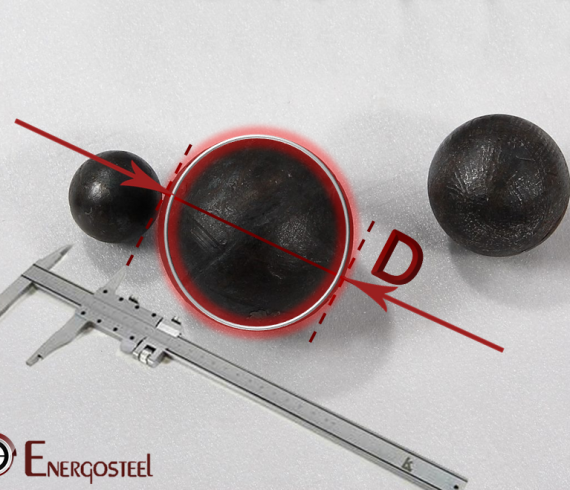
Сьогодні ми хотіли б розглянути, на перший погляд просте, але дуже важливе питання. Ми часто говоримо, що «необхідно правильно підібрати діаметр куль…». Але продукція у всіх виробників різна, а єдиного загальноприйнятого стандарту до класифікації помольних куль по діаметру на даний момент ще немає. Тому ми вирішили трохи розкрити це поняття і допомогти Вам не помилитися при виборі необхідного розміру помольних тіл. Як вам відомо, якість (технічні характеристики та класифікація) помольних тіл, що виготовляються і використовуються на території України, регламентується державним стандартом: ДСТУ 8538-2015. У цьому документі вказані вимоги до фізико-хімічних параметрів сталевих молольних куль, що вироблені будь-яким із способів (лиття, кування/штампування, поперечно-гвинтовий прокат) і класифікація даної продукції в залежності від її характеристик. У ньому так само прописані і вимоги до розмірів мелючих тіл і можливе відхилення у величині діаметра. Наведемо таблицю з ДСТУ 8538-2015, в якій вказано класифікацію сталевих мелючих куль згідно з геометричними розмірами (діаметром). І одразу ми бачимо два поняття: умовний діаметр та номінальний діаметр. Умовний діаметр – це ім’я класифікаційної групи, діаметри мелючих тіл максимально близькі і взаємозамінні при формуванні складання. Номінальний діаметр – це реальні розміри помольної кулі, тобто залежно від способу виробництва, технічного стану устаткування він (діаметр) може змінюватися. Відхилення до номінального діаметру – дозволений […]
Read More
Нещодавно ми анонсували, що ми досліджували ринок керамічних куль. Ця ніша нас дуже зацікавила. Детально розібравшись у технології застосування помольних куль з кераміки, у нас виникла ідея порівняти питому витрату керамічних та сталевих куль. Так, у деяких галузях промисловості (наприклад, у цементній) поряд із сталевими кулями використовуються також керамічні. Основна вимога – при застосуванні керамічних тіл футерування млина має бути також із кераміки. У червні поточного року наша лабораторія металів була укомплектована напівпромисловим двокамерним млином ЛКМ-2-ТОВ «ХЗПГТ», раніше ми про це писали тут. Минуло лише кілька тижнів, і млин був встановлений та підключений до живлення. Нашим технічним відділом було розроблено методику проведення випробування, яка регламентувала всі етапи: підготовка, подрібнення, відбір проб та аналіз отриманих даних. Подрібнення (робота млина) тривало 50 годин. Млин обертався зі швидкістю 45 обертів на хвилину. В якості подрібнюючого середовище використовувалися кулі діаметром 40мм. Усього подрібнено 1000кг матеріалу (по 500кг у кожній із камер). Кожні 2 години у млині здійснювалася заміна подрібнюваного матеріалу (кварцовий пісок). Перед стартом був проведений геометричний замір і зважування вибірки помольних тіл кожного виду. Після закінчення 50 годин роботи повторно була відібрана репрезентативна вибірка, яка була повторно виміряна і зважена. Результат даного випробування наведено нижче у зведеній таблиці. Сталь Кераміка Загальна вага […]
Read More
Помольні тіла, залежно від їх призначення, можуть виготовлятися з різних матеріалів, у тому числі з кераміки. Ми всерйоз зацікавилися ринком керамічних помольних куль. Так, нещодавно нашим маркетинговим відділом було проведено дослідження ринку цього виду помольних тіл. Керамічні молольні тіла використовуються в помольному виробництві, яке не допускає намолу шкідливих домішок і намолу, що змінює колір готової продукції, застосовуються в кульових млинах з метою створення тонкого і супертонкого помелу, який необхідний при виготовленні силікатних виробів, цементу, скла, фарби, лаку та .т.д. Досліджуваний вид мелючих тіл використовуються як для рідкого, так і для сухого типів подрібнення. Керамічні помольні кулі відрізняються міцністю і низьким ступенем стирання. Серед керамічних молольних тіл високу поширеність отримали кулі, виготовлені з оксиду алюмінію (глинозему). Серед видів керамічних (або глиноземних) куль найпоширеніші – це уралітові, алюбітові, корундові – виготовлені з одного і того ж матеріалу (глинозем), відрізняються між собою лише вмістом глинозему (%): уралітові – 75%; алюбітові – min 92% (за шкалою Мооса – 9); корундові – 95% – найтвердіші та зносостійкі. В Україні на ринку керамічних помольних куль сформувалася імпортоорієнтована модель, так як на внутрішньому ринку не виробляються керамічні кулі. Левова частка всіх імпортних закупівель керамічних куль припадає на Китай – понад 95%. На українському ринку основними споживачами керамічних […]
Read More
Вибір постачальника для нас – процес відповідальний та важливий. Як ми писали раніше, до цього питання ми підходимо з особливим контролем, оскільки якість нашої продукції пріоритетна. 13 червня поточного року ми відвідали завод найбільшого виробника сталевих гарячекатаних прутків у Східній Європі, який володіє кількома заводами у Польщі. Завод займає 60-70% металургійного ринку Польщі. Цей завод катає круглі прутки унікальних марок сталі із квадратної заготівки власного виробництва. Дуже важливим для нас є той факт, що цей виробник може виконати всі наші вимоги до якості круглих прутків. А це означає, що при використанні даного виду сировини, ми можемо бути впевнені у високій якості нашої продукції – сталевих помольних куль. Підприємство вразило своїми масштабними доглянутими територіями, кількістю цехів і, що важливо, своїм ставленням до захисту довкілля. Що ж до організації виробництва, то в цьому питанні також все продумано: новітнє сучасне обладнання провідного постачальника Danieli, роботизований, автоматизований налагоджений процес виробництва із застосуванням незначної ручної праці. Компанія «Енергостіл» дякує представникам заводу за теплий прийом та можливість відвідати їх виробництво. Ми впевнені, що у майбутньому зможемо налагодити партнерські відносини із цією компанією.
Read More
Бути лідером на ринку означає постійно вдосконалювати себе та своє виробництво. Компанія «Енергостіл» дотримується цього правила і щоразу пропонує своїм клієнтам нові рішення в галузі використання помольних тіл. Нещодавно наша лабораторія металів була укомплектована напівпромисловим двокамерним млином ЛКМ-2-ТОВ «ХЗПГТ». Цей млин працює в замкнутому режимі. Спосіб подрібнення – сухий. Дві камери розділені між собою глухою перегородкою, що дозволяє одночасно випробувати два види помольних куль. Фахівцями «Енергостіл» спільно з науково-дослідними інститутами України було розроблено дві методики проведення лабораторних випробувань. Дані методики регламентують процес випробувань та гарантують об’єктивність отриманих результатів. Основні цілі запланованих випробувань: Порівняння питомої витрати різних помольних тіл за ідентичних умов експлуатації. Порівняння якості помелу матеріалу при використанні різних тіл, що мелють. Слід зазначити, що під різними тілами, що мелють, ми маємо на увазі не тільки відмінні за типом (формою) тіл, що мелють, але й ідентичні за геометрією тіл, що мелють, виготовлені з різних марок сталі. Таким чином, надалі ми плануємо надавати нашим партнерам рекомендації, які допоможуть вибрати максимально ефективні кулі, що мелють, з урахуванням конкретних умов експлуатації.
Read More
Ми неодноразово писали про те, що для Енергостіл головним пріоритетом є висока якість вироблених сталевих куль. Для цього ми ретельно обираємо постачальника круглого прокату. Щоб гарантувати стабільно високу якість наших сталевих помольних куль, ми використовуємо строгий контроль. Адже навіть, здавалося б, незначні дефекти на поверхні круглого прокату мають прямий вплив на якість помольних куль. У червні поточного року представники компанії «Енергостіл» провели низку зустрічей з питань постачання основної сировини для виробництва сталевих помольних куль з провідними виробниками круглого прокату в Європі. Особливо хотілося б виділити відвідування компанії, яка керує сучасним сталеливарним заводом і зміцнила свої позиції як провідний вітчизняний та зарубіжний постачальник з більш ніж 120-річним досвідом роботи. Завод виробляє сортовий гарячекатаний прокат на основі заготівки власного плавильного цеху, який використовує металевий брухт для виробництва сталі. Сам завод та менеджмент організації справили величезне враження на представників нашої компанії: величезні площі, доглянута територія, сучасне обладнання Danieli – третього за величиною постачальника установок для металообробної промисловості у світі. Продуктивність заводу також вразила – понад 100 тис. тонн на місяць різної продукції: катанка, арматура, плоский та круглий довгий прокат різного діаметру. У ході ж особистих переговорів, представники «Енергостіл» домовилися в найближчій перспективі про початок співпраці та постачання пробних партій сировини для прокату сталевих […]
Read More
Незважаючи ні на що, ми продовжуємо працювати та розвиваємо співпрацю з провідними виробниками круглих прутків у Європі. Так, у травні поточного року відбулася зустріч представників компанії Енергостiл з потенційним постачальником круглого прокату. Цей металургійний завод спеціалізується на виробництві особливо якісних легованих марок сталі та є безперечним лідером у всій Європі. За підсумками переговорів було визначено етапи розвитку подальшої співпраці. Ми впевнені, що домовленості, досягнуті на зустрічі, матимуть позитивні результати для обох сторін. “Енергостiл” дякує представникам компанії за дружній прийом і відкритий тон переговорів. Ми щиро сподіваємось на тривалу плідну та взаємовигідну співпрацю.
Read More
Висока якість продукції – запорука успішної конкуренції на ринку. Тому кожен виробник має дві мети: зниження собівартості та поліпшення якісних показників продукції, що випускається. Сьогодні мова піде про гірничо-збагачувальні комбінати. Ми вже зазначали, що більшість ГЗК за рекомендаціями наших фахівців за останні 2- 3 роки провели ряд випробувань щодо зниження діаметра мелючих куль. Результатом таких змін став тонший помел (розкриття «зерна»), що у свою чергу збільшило вміст корисного елемента у промпродукті. Даний метод дуже ефективний в умовах РОФ, спроектованих з використанням тристадійної схеми подрібнення гірської породи. Ця схема здебільшого поширена на пострадянському просторі. За кордоном переважно використовується двостадійна схема з малою (до 4-5) кількістю секцій. Зміна діаметра помольних куль у разі не завжди приносить бажаний результат. У цьому випадку максимальну доцільність має монтаж та впровадження у схему збагачення додаткового кульового млина. Іншими словами, у загальну схему подрібнення впроваджується додатковий вузол доподрібнення. Як правило, це трубний млин, робочий об’єм якого більший за внутрішній об’єм кульових млинів, які використовуються в останній стадії подрібнення. Для досягнення більшого розкриття «зерен» (збільшення вмісту корисної речовини) весь промпродукт (концентрат) після проходження через усі стадії зводиться в харчування млина доподрібнення. Поліпшення подрібнення досягається за рахунок використання дрібніших помольних тіл. Так, один з наших клієнтів у процесі подрібнення використовує […]
Read More
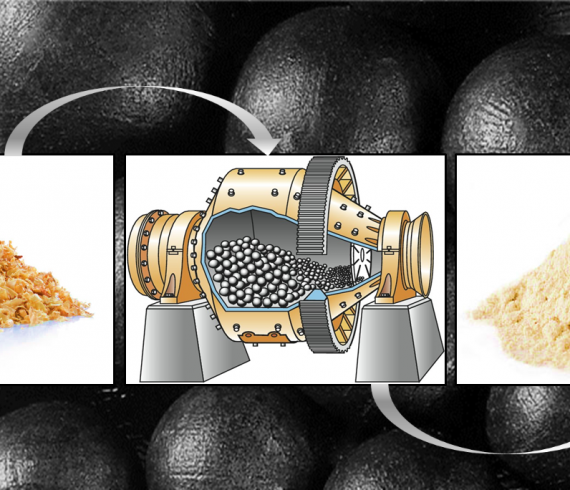
Продовжуємо знайомити наших читачів з цікавими запитами, які надходять до нас для прорахунку асортименту мелючих куль. Перший запит у 2022 році надійшов із Бельгії. Компанія, яка у своєму виробничому процесі здійснює подрібнення целюлози. Подрібнення целюлози є першим і поки що єдиним випадком, коли перехід структурної модифікації природної целюлози в модифікацію гідратцелюлози відбувається без хімічного впливу на целюлозу. Подрібнення целюлози може здійснюватися в різних типах кульових млинів, а саме в трубному, планетарному або вібромлині. У нашому випадку для подрібнення використовують шаровий млин 2500х3000мм, основний електродвигун має потужність 160кВт. Броня у млині виготовлена з гуми, плити хвилеподібної форми з невеликими ліфтерами. Завантаження млина складає 20т. Подрібнююче середовище – сталеві кулі діаметром 50мм. Особливістю даного процесу подрібнення є два фактори: легкозаймистість подрібненого середовища в кульовому млині; періодичний тип подрібнення. Один цикл подрібнення триває 8 годин. Ми не відкриватимемо всіх нюансів процесу подрібнення у даного клієнта, але зазначимо, що наші фахівці вперше зіткнулися з таким виробництвом. Ми вивчили процес подрібнення целюлози у кульових млинах. Найголовнішим фактором при виборі помольних куль (для даних умов) є повна відсутність можливого розколу куль під час роботи. Розкол (за нормальних умов експлуатації) може виникнути через надлишок внутрішньої напруги всередині кулі. У момент розколу (вивільнення внутрішньої енергії) дуже велика ймовірність […]
Read More
Іноді ми стикаємося із ситуацією, коли наші клієнти розглядають можливість застосування чавунних (легованих хромом) куль у кульових млинах на гірничо-збагачувальних комбінатах. Наші фахівці вивчили це питання, і ми хочемо поділитися результатами з Вами. На сьогоднішній день в Україні, РФ і практично в усьому світі кулі з високим вмістом хрому в основному використовують виключно в цементному помелі. Це зумовлено специфікою процесу подрібнення в даній галузі: сухий помел, зупинка млина, як правило, один раз на 3-4 місяці, низькі показники твердості (абразивності) подрібнюваного матеріалу. А ось у гірничо-збагачувальній галузі, де використовується мокрий тип помелу, ситуація кардинально інша. Остання спроба використання хромистих куль на ГЗК України була у липні 2016 року. Ми спробували максимально зібрати інформацію про всі випробування цього виду помольних куль. Для об’єктивності подальшого порівняння результати (питома витрата) кожного випробування були усереднені та помножені на поточну вартість чавунних (легованих хромом) куль. Таким чином, ми отримали універсальний показник вартості подрібнення однієї тонни руди за допомогою чавунних (легованих хромом) куль. Нижче надаємо результати наших розрахунків: За період 2014-2016 року на українських ГЗК було проведено кілька промислових випробувань. Опускаючи всі проміжні розрахунки, спостерігаємо наступне: Для куль діаметром 25-50мм вартість подрібнення однієї тонни руди варіюється від 0,317 у.о. до 0,347 у.о. Середнє значення вартості подрібнення однієї […]
Read More
Більше фото в галереї Значною подією цього року для гірничопромислової галузі Євразійського регіону стала наймасштабніша і всебічна виставка, яка охоплює всі аспекти галузі: від гірського обладнання до помольних куль – «Mining Turkey Fair 2021». Виставка Mining Turkey 2021 відбувалася з 9 по 12 грудня у Стамбулі, у міжнародному виставковому центрі «Tüyap Fair Convention and Congress Center». Делегація компанії «Енергостіл» знайшла можливість представити свою продукцію – сталеві помольні кулі європейської якості – професіоналам галузі та відвідала виставку спільно зі своїм офіційним представником на турецькому ринку – компанією PROSES MUHENDISLIK DANISMANLIK INSAAT VE TASARIM A.S.. В рамках цієї виставки представники Енергостіл провели ділові зустрічі з партнерами та клієнтами, які виявили великий інтерес до нашої компанії та продукції, здійснили переговори з провідними споживачами сталевих молольних куль, що бажають співпрацювати саме з нами. Зацікавленість продукцією нашої компанії та впізнаваність бренду «Енергостіл» відвідувачами та учасниками виставки дає нам впевненість у тому, що ми рухаємось у правильному напрямку та мотивує на нові звершення.
Read More
А Ви замислювалися над тим, як відбувався процес подрібнення у XVII-XVIII століттях? Саме в цей час на думку істориків зароджується така галузь промисловості, як збагачення корисних матеріалів. Які помольні тіла були першими у використанні? Як виглядали та яку конструкцію мали кульові млини? Випадково ми натрапили на відео, в якому автор висунув дуже сміливу і цікаву теорію щодо цього питання. Якщо коротко, то на думку автора, більшість гармат (особливо великого калібру – діаметр ядер 100мм і вище), насправді кульові млини для подрібнення залізняку. Всі зовнішні та конструкційні переробки барабана млинів були внесені вже на початку XIX століття та представлені громадськості як артилерійські знаряддя (гармати, мортири тощо) минулих епох. Погодьтеся, досить сміливе припущення, і багато фахівців галузі «збагачення» сприйняло її як анекдот. Щодо помольних тіл. Перша згадка про сталеві кулі, які ми знайшли на даний момент, переносить нас у 1633 рік. У річному звіті про роботу Устюжно-Залізопольського (Новгородська губернія) заводу зазначено, що за цей рік вони виробили 422 тонни цієї продукції. Це понад 338 тис. штук куль, діаметр яких знаходиться в діапазоні від 47 мм до 196 мм. При цьому, на відміну від сучасного виробництва, «крок» у діаметрі становив 5мм (нині стандартний крок розмірів тіл помольних прийнято вважати 10мм). Слід зазначити, що […]
Read More
У жовтні 2021р. Випробувальна лабораторія ТОВ «Завод «Енергостіл» розширила сферу вимірювань та впровадила нове випробування сталевих помольних куль – вимір коерцитивної сили (напруга термічно-деформованого стану). Випробувальна лабораторія ТОВ «Завод «Енергостил» успішно пройшла перевірку на відповідність системи вимірів вимогам ДСТУ ISO 10012:2005 «Системи керування вимірами. Вимоги до процесів вимірювань та вимірювального обладнання» та отримала додаток №2 від 13.10.2021р. до свідоцтва №01-0043/2019, що дає право проводити подібні випробування офіційно. Вимір коерцитивної сили проводиться за допомогою спеціального приладу – структуроскоп-коерцитиметр. Даний вид випробування відноситься до неруйнівного контролю механічних властивостей та мікроструктури сталевої металопродукції магнітним методом. Контроль напружено-термічно деформованого стану сталевих помольних куль спрямований на підвищення якості термічної обробки нашої продукції, що дає споживачеві впевненість у тому, що наша продукція при експлуатації в млині не зазнає руйнування.
Read More
Обсяг світового ринку помольних куль становить близько 5 млн тонн. Відповідно до прогнозів аналітичних видань, до 2025 року очікується істотне зростання споживання помольних куль . Це перш за все пов’язано зі збільшенням обсягів видобутку руд чорних і кольорових металів, зростанням обсягів промислового будівництва. Наприклад, якщо в 2020 році світовий видобуток залізної руди склала 3 млрд тонн, то вже до 2025 року очікується збільшення обсягів видобутку руди на 571 млн тонн. Слід зазначити, що через поступове виснаження сировинної бази для отримання корисного компонента доводиться переробляти породу все в більших обсягах і подрібнювати руду все ретельніше. Помольні кулі мають властивість зношуватися (від 0,5 до 2 кг / т) і витрати на їх придбання за різними оцінками становлять від 20% до 35% відсотків від загальних технологічних витрат відповідних виробництв. З огляду на цей факт, підвищення довговічності помольних куль на протязі останніх декількох років набуває все більшої актуальності. Компанія «Енергостіл» дотримується даної тенденції, постійно покращуючи якісні характеристики вироблених нами сталевих помольних куль . Так, ми освоїли промислове виробництво сталевих помольних куль підвищеної об’ємної твердості. Згідно ДСТУ 8538:2015 ці кулі відносяться до п’ятої і шостої групи твердості. Помольним кулям підвищеної об’ємної твердості властиві однаково високі показники твердості по всій кулі – від поверхні до центру, […]
Read More
У вересні наша компанія отримала запит на розрахунок вартості асортименту помольних куль. Склад асортименту був чітко прописаний в запиті, а саме: Сталева куля діаметром 36,8мм – 43шт. Сталева куля діаметром 29,7мм – 67шт. Сталева куля діаметром 25,4 мм – 10 шт. Сталева куля діаметром 19,1мм – 71шт. Сталева куля діаметром 15,5мм – 94шт. Ми відразу зв’язалися з відправником даного запиту. Виявилося, це один з постачальників устаткування для промислових лабораторій, які спеціалізуються в галузі збагачення корисних копалин. Цей асортимент необхідний для комплектації одного з тестових млинів Бонда, який буде поставлено на одну з гірничо-збагачувальних фабрик Казахстану. Кульовий млин Бонда необхідний для визначення размолоздатності різноманітних руд відповідно до стандарту Ф.C. Бонда. Індекс Бонда дозволяє встановити потужність млина, необхідну для отримання необхідної крупності матеріалу, і, отже, визначити її модель. Індекс чистої роботи по Бонду визначається за результатами сухого подрібнення досліджуваної руди в лабораторному кульовому млині. Більш детально про це ми вже писали раніше тут. Так само млин Бонда можна використовувати для визначення або прогнозування питомої витрати сталевих помольних куль в конкретних умовах експлуатації при подрібненні різних матеріалів. У планах компанії Енергостіл – комплектація аналогічним млином випробувальної лабораторії нашого заводу. Таким чином, ми плануємо розпочати дослідницькі роботи, в яких спробуємо визначити залежність питомої витрати […]
Read More