Підводячи підсумки 2020 року, ми сміливо можемо стверджувати, що продукція компанії Енергостіл впевнено конкурує з аналогічною продукцією світових виробників. Так, ми суттєво збільшили обсяги продажів на ринку далекого зарубіжжя. Ми неодноразово, вже в 2021 році, отримували запити на розрахунок асортименту помольних тіл для завантаження в кульові млини. У цій статті розглянемо один з таких запитів, який ми отримали від компанії, що розташована в Ємені і спеціалізується на виробництві цементу. Параметри виробництва: Inside diameter: 4.2 meters Total inside length: 13 meters Production capacity: 75±10t/h (Closed circuit, ordinary carbonate cement, specific surface area: ≥320m2/Kg) feeding size≤5mm, moisture≤0.5%, air speed in mill ≥0.5m/s. Mill rotary speed: 15.8±0.1r/min Charging capacity of grinding medium: 230 ton. Сировина для виробництва цементу має досить високий коефіцієнт абразивності. Виходячи з цього, асортимент прораховувався з кулями п’ятої групи твердості, які мають показники підвищеної об’ємної твердості. Млин двокамерний, в першій камері використовуються кулі діаметром від 80-40мм. Друга камера завантажується кулями 40-25мм. Розрахунок середнього діаметра помольних куль в кожній камері показав, що для максимально ефективного помелу необхідно використовувати такий асортимент помольних куль: – в першій камері: 80мм – 53 тонни, 70мм – 33 тонни, 60мм – 10 тонн, 50мм – 10 тонн, 40мм – 3 тонни. Середній діаметр цього асортименту дорівнює […]
Read More
У січні ми підводимо підсумки виконаної роботи минулого року, робимо висновки і будуємо плани на майбутній період. Підсумки операційної діяльності 2020 роки ми підвели. Що стосовно SEO-просування? Результати SEO-просування 2020 року порівняно з 2019 роком представимо на рисунку нижче: У 2020 році кількість відвідувачів нашого сайту збільшилася на 6%, а трафік – на 7%. У список топ-10 найпопулярніших серед наших читачів сторінок увійшли: Енергостіл. Виробництво сталевих помольних куль Методи дослідження структури металів і сплавів Кульовий млин. Пристрій, конструкція, принцип роботи, види Сталь перлітного класу Принцип роботи кульового млина Контакти Виробництво Цементні заводи України ГЗК. Гірничо-збагачувальні комбінати. УКРАЇНА Види кульових млинів для помолу сировини . Ми раді, що наші матеріали корпоративного сайту корисні нашій аудиторії і викликають інтерес у наших клієнтів. У 2021 року будемо інформувати Вас новою і корисною для всіх фахівців галузі інформацією.
Read More
Новий рік для багатьох традиційно стає часом підведення підсумків. Всі ми розмірковуємо над питанням: чого ж ми досягли за минулий рік? 2020-ий рік для багатьох з нас став роком випробувань. Пандемія COVID-19 визначила весь цей рік і хвилі локдаунів стали проблемою не тільки окремих людей, а й бізнесу. 2020 рік був непростим для металургійної галузі зокрема – світове виробництво сталі скоротилося на 3%. Але незважаючи на кризові події минулого року, компанії Енергостіл все ж вдалося поліпшити показники 2020 року. Нижче наведемо основні моменти минулого року: Частка експорту в 2020 році збільшилася на 19% і склала 42% від обсягу продажів 2020 року. Кількість клієнтів компанії збільшилася на 3,7%. У 2020 році виробництво сталевих помольних куль підвищеної групи твердості (5 гр. тв) збільшилося в два рази в порівнянні з 2019 роком. 2020 рік став роком численних промислових випробувань нашої продукції на підприємствах клієнтів в Україні та за кордоном, запуску млина з кулями Енергостіл на новому газобетонному заводі. Важливим досягненням в минулому році став новий сервіс на сайті – Розрахунок ступеня заповнення кульового млина помольними тілами. Даний сервіс став корисним для багатьох наших споживачів сталевих помольних куль. Користь його – економія часу клієнта на прорахунок кількості помольних тіл в млині. У минулому році […]
Read More
Неодноразово ми згадували термін “норма заповнення млина помольними кулями”. На перший погляд, досить простий термін, який, в буквальному сенсі, позначає необхідну кількість помольних тіл в кульовому млині, при якому помел матеріалу буде максимально ефективним. У технічній документації норма заповнення може виражатися двома способами: визначення маси помольних тіл або процентне заповнення помольними тілами внутрішнього барабана млина. На практиці дуже важливо розуміти, які величини необхідно використовувати. Особливо це важливо при проведенні промислових випробувань, де кожна неврахована тонна помольних тіл може вплинути на кінцевий результат. А з огляду на довгостроковість проведення промислових випробувань, похибка в розрахунках збільшується і вже істотно спотворює результати. Наприклад, норма заповнення 78-кубового кульового млина складає 44% (саме так написано в технічній документації до млина). Знаючи насипну вагу (в нашому випадку вона дорівнює 4,5 т / куб.м) помольних тіл, ми чітко розуміємо, що для ефективної роботи млина необхідно завантажити 374 тонни помольних куль. Іншими словами, ми можемо стверджувати, що норма заповнення даного млина становить 374 тонни. Однак, за час роботи кульового млина його внутрішній діаметр поступово збільшується. Особливо це актуально при використанні сталевого футерування. Ми розуміємо, що збільшення обсягу млина призведе до того, що 44% буде важити не 374 тонни, а, наприклад, 400 тонн. Таке збільшення загальної маси кульового млина […]
Read More
Молольні тіла – це основний компонент (витратний матеріал) в технологічному процесі подрібнення матеріалів при виробництві цементу, електроенергії, газобетону, скла, силікатних виробів, при добуванні концентрату для виробництва металів. Використовується в якості середовища подрібнення в кульових млинах при виробництві вищевказаної продукції. Помольні тіла відносять до видаткового матеріалу, вартість яких включено до собівартості готової продукції. А як відомо, вартість помольних куль становить близько 30% від загальних витрат на процес подрібнення. Тому дуже важливо в процесі подрібнення використовувати якісні помольні тіла . Виникає питання: як виробник помольних тіл може переконати клієнта в якості помольних куль? Компанія Енергостіл на 100% впевнена в якості своєї продукції, тому готова надати гарантію на свої молольні кулі. Як правило, гарантійні зобов’язання поширюються на наступні показники: відсоток розколу тіл, що мелють в кульовому млині; термін експлуатації (питома витрата) помольних тіл. Однак, наявність гарантій і їх обсяг залежить від конкретних умов експлуатації і надаються після ретельного аналізу технології процесу подрібнення в кожному окремому випадку. У свою чергу, клієнт, на адресу якого поставлені помольні кулі і надані гарантії щодо їхньої якості, зобов’язаний дотримуватися низки правил: не рекомендується використовувати різні типи / види помольних тіл в одному млині; млин (дробарка або інше обладнання, що використовується для подрібнення сировини) повинен бути справним і експлуатуватися […]
Read More
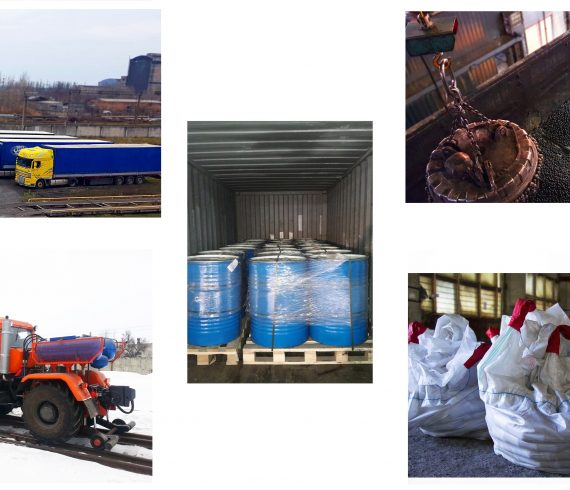
Діяльність компанії Енергостіл пов’язана з необхідністю доставки вантажів – помольних куль , сировини, матеріалів і комплектуючих. У багатьох випадках вартість доставки займає вагому частку в сукупних витратах компанії, тому оптимізації цих витрат приділяється багато уваги. Логістика нашої компанії – інтегрований процес, покликаний сприяти створенню споживчої вартості з найменшими загальними витратами, задоволенню запитів споживачів наших помольних куль і полегшення виробничої та маркетингової діяльності. Відділ логістики та митного оформлення компанії Енергостіл підбирає оптимальний маршрут і вид транспортного засобу для доставки помольних куль в будь-яку точку світу. Сталеві помольні кулі для кульових млинів можуть бути доставлені навалом або в біг-бегах, в бочках або в контейнерах, а також будь-яким іншим зручним для клієнта способом. При розрахунку вартості доставки помольних куль , фахівці Енергостіл враховують не тільки ціновий сегмент вартості доставки, а і вимоги клієнтів до способу доставки (вид і технічні параметри транспортного засобу), що може вплинути на збереження вантажу під час перевезення і на швидкість його приймання і / або вивантаження, що призводить до зменшення витрат на доставку. Одним із прикладів індивідуального підходу до клієнта, є мультимодальне перевезення помольних куль (транспортування вантажів за одним договором, але виконане двома і більше видами транспорту; при цьому, перевізник несе відповідальність за все перевезення, навіть якщо це транспортування проводиться різними видами транспорту), з використанням металевих бочок поставлених […]
Read More
Продовжуємо наш цикл статей, в яких знайомимо наших читачів з різними розрахунками асортименту помольних куль, для млинів. Нагадаємо, що оформити розрахунок Ви можете, перейшовши за посиланням. Спеціалізація клієнта – виробництво будівельних сумішей. Параметри виробництва: Кульовий млин СМ-6001. Кількість камер – одна. Футеровка внутрішнього барабана – сталеві (марка 110Г13) плити типу “хвиля”. Сухий спосіб помелу. Матеріал для подрібнення – суміш вапняку, в якому у великій мірі присутній доломіт. Твердість матеріалу – 60ПА. Крупність матеріалу в харчуванні кульового млина – 0-20мм. Вимога до помелу – залишок на ситі 007 не більше 15%. Відповідно до проведених розрахунків, було визначено, що для досягнення необхідної тоніни в даних умовах, середній діаметр помольних куль в млині повинен бути в межах 60-61мм. Завантаження млина для максимальної продуктивності становить 40-43%. У натуральному вираженні це 9-10 т помольних куль. Так як матеріал для подрібнення досить абразивний, ми рекомендували використовувати молольні кулі підвищеної твердості. В підсумку, нашому клієнтові був рекомендований наступний асортимент помольних тіл: 80мм – 3 тонни; 70мм – 5 тонн; 60мм – 1 тонна. Подальше довантаження кульового млина здійснювати молольними кулями 80мм. На даний момент ведуться переговори щодо комерційних питань.
Read More
10 листопада 2020 р. відбулася онлайн-конференція «Перспективи співробітництва: Україна – Канада», організована Торгово-промисловою палатою України, Торговою палатою Альберта-Україна, Посольством України в Канаді та іншими партнерськими організаціями. Метою даної конференції було обговорення шляхів розширення торговельно-економічного співробітництва між Україною та Канадою, встановлення партнерських зв’язків між компаніями двох країн. В рамках даної онлайн-конференції компанію «Енергостіл» презентувала Емма Турос, виконавчий директор Канадсько-Української торгової палати. Після презентації на компанію-виробника сталевих помольних куль Емма Турос звернула увагу Віталія Мелентьєва, президента Торгової палати Альберта-Україна. У конференції також брали участь інші виробничі компанії України, які вже встановили співпрацю з Канадою і на своєму прикладі довели, що експорт в Канаду можливий, незважаючи на значну віддаленість двох країн. Подібного роду конференції – це чудова можливість для інтенсифікації контактів і зростання товарообігу. Канадський ринок ближче, ніж може здатися.
Read More
Як нами зазначалося раніше, кульові барабанні млини застосовуються у всіх галузях, де необхідно подрібнювати матеріал. У таких млинах, в якості подрібнювального середовища в більшості випадків використовуються сталеві помольні кулі. У цій публікації розглянемо використання сталевих помольних куль в процесі помелу вугілля. Даний процес є підготовчим при створенні суміші для спалювання в котлах на теплоелектростанціях. Для створення якісного палива для печей блоків ТЕС, яке виготовлено на основі вугілля, необхідно досягти максимальну ступінь подрібнення (10-18% залишку на ситі № 008) матеріалу і по максимум знизити вологість вугільного пилу. Сушка і помел палива можуть здійснюватися окремо або разом в одному агрегаті. При поділі цих процесів вугілля сушать в сушильних барабанах, а розмелюють в коротких кульових млинах. Для подрібнення вугілля використовують звичайні кульові млини марки ШБМ. Співвідношення довжини барабана до діаметра зазвичай становить 1,5: 1. З часів СРСР, для подрібнення вугілля на теплоелектростанціях використовувалися помольні кулі діаметром 40мм другої і третьої груп твердості. Це обумовлено досить низьким показником твердості матеріалу, що подрібнюється і відсутність в минулому помольних куль більш високих груп твердості. Відстежуючи світову практику подрібнення вугілля, фахівці компанії Енергостіл, одні з перших запропонували своїм клієнтам, використовувати під час помелу вугілля молольні кулі четвертої і п’ятої груп твердості. Були проведені численні випробування, які довели […]
Read More
Розглянемо ще один приклад розрахунку асортименту помольних тіл для кульового млина. Всі необхідні дані ми отримали через онлайн-сервіс нашого сайту. Відзначимо, що даний клієнт не є резидентом України та ознайомитися зі специфікою їх виробництва не було можливості. Спеціалізація клієнта – виробництво цементу. Параметри виробництва: Кульовий млин ШМЦ-1456. Внутрішній барабан розділений на дві камери. Футеровка першої камери – сталеві плити з явно вираженими ліфтерами. Футеровка другої камери – гумові плити типу “хвиля”. Сухий спосіб помелу. Матеріал для подрібнення – суміш вапняку (крейди, мергелю або інших порід) в кількості 75% і 25% глини. Крупність матеріалу в живленні кульового млина – 13-15мм. Вимога до помелу – залишок на ситі (розмір просвіту 80мкн) не більше 7%. Так як матеріал для виробництва цементу є досить абразивним, то для подрібнення необхідно використовувати помольні кулі з підвищеною твердістю. Уточнивши параметри матеріалу бронеплит в першій камері, ми порекомендували нашому клієнтові використовувати кулі п’ятої групи твердості (об’ємна твердість не менше 60 HRC). Норма заповнення помольними тілами для даного млина становить 22-25% від загального внутрішнього обсягу. Як правило, в першу камеру довантажують трохи більше помольних тіл, ніж у другу. Це обумовлено специфікою роботи мелючих тіл в кожній камері – в першій камері куля працює на дроблення ( “водоспадний” або “змішаний” […]
Read More
На нашому сайті працює унікальний онлайн-сервіс – розрахунок ступеня заповнення кульового млина помольними тілами. Останнім часом даний сервіс почав набирати популярність серед наших потенційних клієнтів. У зв’язку з цим ми вирішили ділитися з Вами результатами розрахунків номенклатури збірки помольних куль , яку наші фахівці рекомендують в кожному конкретному випадку (запиті). Спеціалізація клієнта – виробництво різних сумішей для будівельних робіт. Параметри виробництва: Однокамерний кульовий млин 1400х7100мм. Футеровка – плити типу “хвиля” з марки сталі 80ГСЛ. Сухий спосіб помелу. Матеріал для подрібнення – шлак (побічний продукт або відхід виробництва металу). Крупність матеріалу в живленні кульового млина – 1мм. Вимога до помелу – залишок на ситі (розмір просвіту 80мкн) не більше 5%. Так як футеровка в млині виготовлена зі сталі 80ГСЛ, використовувати в даному випадку помольні кулі 4-5 групи твердості вкрай не рекомендується. Необхідно пам’ятати, що твердість футеровки повинна бути на 10-15% вище, ніж твердість використовуваних помольних тіл. Норма заповнення млина помольними тілами для даного млина становить 25-27% від загального внутрішнього обсягу, тобто приблизно 13-15 тонн помольних куль. Розрахунок середнього діаметра помольної кулі в млині показав, що для максимально ефективного помелу необхідно використовувати помольні кулі діаметром 23,74мм. Знаючи, що норма завантаження становить 13-15 тонн, ми розрахували склад збірки помольних куль – 11 тонн […]
Read More
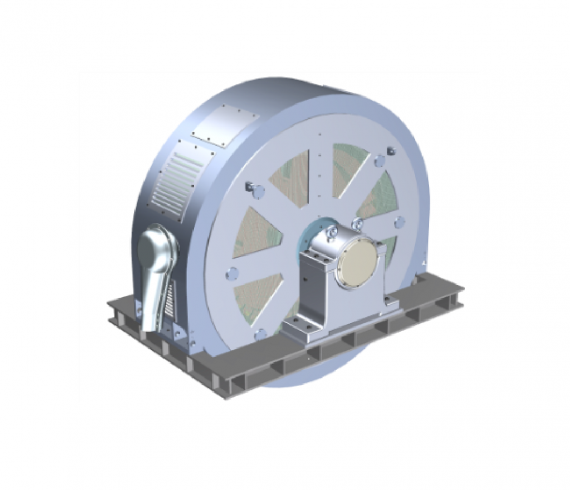
Запуск кульового млина – один з найскладніших технічних процесів в подрібненні матеріалу. Необхідність в методиці “запуску” кульового млина виникає в двох випадках: “старт” роботи нового виробництва (розширення існуючого); запуск млина після проведення планово-попереджувальних робіт і/або аварійної зупинки. Як правильно запускати кульовий млин після ППР і /або аварійної зупинки ми розглядали раніше в нашій публікації. Нагадаємо, що дана методика була розроблена спільно з Бєлгородським Державним Технологічним Університетом ім. В.Г. Шухова. Дана методика неодноразово доводила свою ефективність на практиці, багато наших клієнтів “взяли її на озброєння” і використовують постійно. Нещодавно ми зіткнулися із завданням запуску кульового млина для абсолютно нового виробництва. Ми не будемо розкривати всієї інформації, тільки скажемо, що дане підприємство знаходиться на території України і в найближчому майбутньому заявить про себе на ринку будівельних матеріалів. В кінці 2019 року до нас звернувся технолог нового виробництва з метою допомогти йому укомплектувати кульові млини необхідним асортиментом помольних тіл. За результатами аналізу заповненого опитувального листа, нами була запропонована оптимальна збірка помольних куль, яка в найкоротший термін забезпечить максимально ефективний помел. Так як всі механізми нового кульового млина жодного разу не були в експлуатації, виникло питання – як правильно, не зашкодивши електро-механічних вузлам млина і подрібнюваного середовища, запустити млин. Зв’язавшись з представниками виробника млина, […]
Read More
У попередній статті ми говорили про один з методів дослідження мікро- і макроструктури сталі – метод зламу – і його застосування у виробництві сталевих помольних куль. Сьогодні ми обговоримо можливості, які відкриває застосування даного методу у виробництві. Можливість застосування методу зламів полягає у визначенні правильності налаштувань прокатної кліті і, як наслідок, якості виробленої продукції – сталевих помольних куль. Як відомо, структура сталі після прокатки має певну текстуру. Текстура прокатки – це структура, що утворена в процесі гарячої пластичної деформації, яке характеризується довгастими зернами в напрямку деформації і переважно кристалографічним орієнтуванням кристалітів. Вихідною заготівлею для виробництва сталевих помольних куль є прокат сталевий гарячекатаний круглий, який отримують методом поздовжньої прокатки. Сталеві помольні кулі виробляють методом поперечно-гвинтової прокатки, текстура при цьому – меридіани уздовж осі прокатки. Виходячи з цього еталона за отриманим зламом кулі можна не тільки визначити глибину загартованого шару, а й оцінити правильність налаштувань прокатної кліті і вчасно вносити зміни в налаштування, щоб уникнути зайвих внутрішніх напружень, дефектів структури помольних куль і, отже, підвищити якість продукції.
Read More
Зносостійкість сталевих помольних куль визначається не тільки їх твердістю, але й якістю макро- і мікроструктури сталі. Для дослідження структури сталі, з якої виробляють сталеві помольні кулі, використовують метод зламів. Даний метод полягає у визначенні будови сталі шляхом перегляду її зламу або спеціально підготовленої поверхні (в разі Енергостіл – темплетов). Це дозволяє отримати уявлення про загальну будову металу і про наявність в ньому певних дефектів. Хочемо звернути Вашу увагу, що даний метод відрізняється від фрактографіі, так як в даному випадку не застосовуються збільшувальні прилади. Метод зламів можна віднести до першого етапу фрактографічного аналізу – візуальний огляд. Тільки фрактографія спрямована на визначення причин розколу куль, а метод зламу, застосовуваний на нашому заводі, – на поліпшення якості виробленої продукції, що дозволяє запобігати розколу під час експлуатації помольних куль. Що ж таке злам? Злам (fractis) – це поверхня розділу зразка при руйнуванні. Для того, щоб отримати злам сталевої помольної кулі, на заводі «Енергостіл» застосовують копрову установку вертикального типу (ця ж установка застосовується при контролі ударостійкості куль). Але зруйнувати помольні кулі виробництва «Енергостіл» не так уже й просто, так як наше виробництво направлено на підвищену ударостійкість куль, що гарантує високі експлуатаційні властивості сталевих помольних куль при роботі в млині і відсутність руйнування (розколу). Тому для […]
Read More
Питання енергоефективності на сьогоднішній день є одним з головних на кожному підприємстві. Процес подрібнення в кульових барабанних млинах є дуже енергоємним, адже на частку помелу припадає до 45% від загального обсягу енерговитрат. Таким чином, можна відзначити, що неможливо точно оцінити величину потужності, споживаної приводом млина, без урахування сукупності всіх факторів, що впливають на процес подрібнення, таких як: контакт помольних тіл, їх зіткнення, передача механічної енергії від одного молольного тіла іншому, а потім і барабану млина. Велику кількість досліджень від класичних теорій до сучасних робіт направлено на визначення потужності, споживаної приводом кульових барабанних млинів. Умовно потужність, споживану приводом, можна розділити на корисну і шкідливу складові, що витрачається на: подрібнення нового матеріалу, який надходить в млин; підйом помольного завантаження (сталевих помольних куль) на певну висоту; перетворення механічної енергії в теплову; знос футеровки і помольних тіл; втрати в механічній передачі. Потужність, споживана приводом млина, визначається за формулою: де: Р0 – потужність, що витрачається на обертання барабана млина, кВт; Рхх – потужність, що витрачається на подолання сил тертя в підшипникових вузлах при відсутності помольних тіл в барабані млина, кВт; РДОД – потужність, що витрачається на подолання втрат, пов’язаних зі збільшенням сил тертя в підшипникових вузлах, що виникають під дією ваги помольних тіл, кВт; Величина […]
Read More
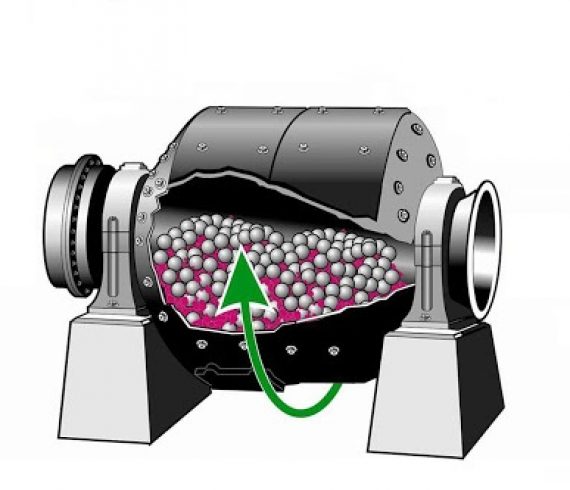
Вибір механічного режиму роботи кульового млина (іноді називають «режим роботи помольних тіл») залежить від трьох основних параметрів: Відносна частота обертання барабана, яка дорівнює відношенню фактичної частоти обертання до критичної частоти обертання барабана кульового млина. Умовна критична частота обертання барабана млина відповідає такій частоті обертання, при якій сила інерції обертального руху мелючих тіл, центр ваги яких знаходиться на внутрішній поверхні барабана, дорівнює силі тяжіння цього тіла. При цьому подрібнюване тіло нескінченно малих розмірів, підняте в найвищу точку барабана, знаходиться в динамічній рівновазі, тобто не відривається від поверхні футеровки барабана і обертається з нею як одне ціле (центрифугують). Умовна критична частота обертання визначається за формулою: де: D – внутрішній діаметр барабана кульового млина, м. Коефіцієнт відносного заповнення млина помольними кулямитілами, що дорівнює відношенню обсягу помольних тіл до внутрішнього об’єму барабана млина. Параметр відношення обсягу тіл, що мелють в млині до робочого об’єму млина визначається за формулою: де: Gн – маса помольних тіл, кг; γ – насипна щільність помольних тіл, кг / куб.м; L – довжина барабана, м. Насипна щільність помольних тіл залежить від діаметрів куль в збірці і щільності матеріалу. Технологічні параметри подрібнення: подрібнюється матеріал, крупність живлення, вимога до ступеня подрібнення і т.д. Залежно від перерахованих факторів на практиці розрізняють наступні режими […]
Read More
2 вересня в стінах офісу компанії Енергостіл, виробника сталевих помольних тіл, відбулася зустріч представників компанії з Виконавчим директором Канадсько-Української Асоціації Еммою Турос. На зустрічі обидві сторони обговорили можливість знайомства і проведення переговорів з канадськими споживачами і представниками місцевих муніципалітетів, шляхи фінансування канадсько-українського проекту з постачання сталевих помольних куль, розставили пріоритети в роботі з новим регіоном. За підсумками зустрічі було намічено план подальшого розвитку і співпраці компанії з канадськими партнерами.
Read More
Відповідно до класифікації в ДСТУ 8538:2015 кулі 3 групи твердості після термічної обробки повинні відповідати нормам, наведеним у таблиці 2 (ДСТУ 8538:2015), наприклад, для кулі з умовним діаметром 120 мм – це не менше 50 HRC / 477 НВ на поверхні. Звертаємо Вашу увагу, що інформація про верхню межу норми не вказана. Основними нормами вимірювання куль сталевих помольних 3 групи твердості згідно методам контролю, які прописані в п.9 ДСТУ 8538:2015, є визначення твердості тільки на поверхні на двох діаметрально протилежних місцях. Таким чином, при виробництві та постачанні сталевих помольних куль 3 групи твердості, випробувальна лабораторія ТОВ “Завод” Енергостіл” проводить вимірювання помольних куль тільки на поверхні згідно з нормами ДСТУ 8538:2015. При цьому, якщо поверхнева твердість виготовлених сталевих куль перевищує мінімально допустимі значення – це не означає, що кулі не відповідають ДСТУ 8538:2015, оскільки верхня межа норми не регламентована.
Read More
Неодноразово в наших публікаціях ми згадували про те, як вкрай важливо правильно вибрати тип футеровки для внутрішнього барабана кульового млина. Ще років 10-15 тому основним призначенням бронеплит був захист корпусу млина від механічного пошкодження (знос, деформація і т.д.). На даний момент при виборі конструкції бронеплит акцентують увагу на необхідності сформувати таку траєкторію руху сталевих помольних куль, яка забезпечить максимальну ефективність процесу подрібнення помольними тілами. Футерувальні плити розрізняються за розміром, матеріалом, з якого вони виготовлені, способом кріплення до корпусу млина і за формою робочої поверхні. За типом профілю футерувальні плити барабана млина бувають гладкі, ступінчасті, хвилясті, комбіновані, рифлені, ніздрюваті, каблучкові і т.д. Зносостійкість футерувальної плити і висота підйому помольних тіл залежать від геометричної форми робочої поверхні футеровки. При проектуванні нових видів футеровок однією з переважних цілей є зменшення ковзання мелючих тіл та подрібнюваного матеріалу по поверхні футеровки при робочій частоті обертання млина, що сприяє поліпшенню якості помелу і, як наслідок, збільшення продуктивності. У порівнянні з плитами, що володіють плоскими і хвилястими робочими поверхнями, більш зносостійкими є футерування каблучкового типу, так як під дією низки ударів помольних сталевих куль їх виступи отримують зміцнення (холодний наклеп). Нижче на малюнку представлені основні типи бронеплит, які в даний час застосовуються на діючих підприємствах. Рисунок 1. Типи футерувальних плит […]
Read More