Виробництво
Метод прокатки помольних куль на шаропрокатних станах є одним з найбільш сучасних методів виробництва і в порівнянні з литтям і куванням має ряд істотних переваг. Виготовлення куль куванням або литтям є малопродуктивним (в основному ручне виробництво) і супроводжується значною втратою металу (при розливі, на облой при куванні). Спосіб отримання куль шляхом поперечної прокатки з круглої заготовки економічний. Він відрізняється великою продуктивністю за рахунок можливості здійснення виробництва на безперервних автоматизованих агрегатах, що дозволяє в 2-8 разів підвищити продуктивність і на 10-15% знизити витрату металу.
ВХІДНИЙ КОНТРОЛЬ ЗАГОТОВКИ

У своєму виробництві компанія «Енергостіл» використовує круглий прокат з вуглецевої і легованої сталі провідних українських виробників згідно з ГОСТ 2590-2006 «Прокат сталевий гарячекатаний круглий (сортамент)» і ГОСТ 1050-88 «Прокат сортовий, калібрований, зі спеціальною обробкою поверхні з вуглецевої якісної конструкційної сталі: загально технічні умови ».
Перед виробничим процесом заготовка піддається ретельному контролю на відповідність заданим геометричним параметрам і хімічному складу в Атестованій випробувальній лабораторії.
НАГРІВ ЗАГОТОВКИ
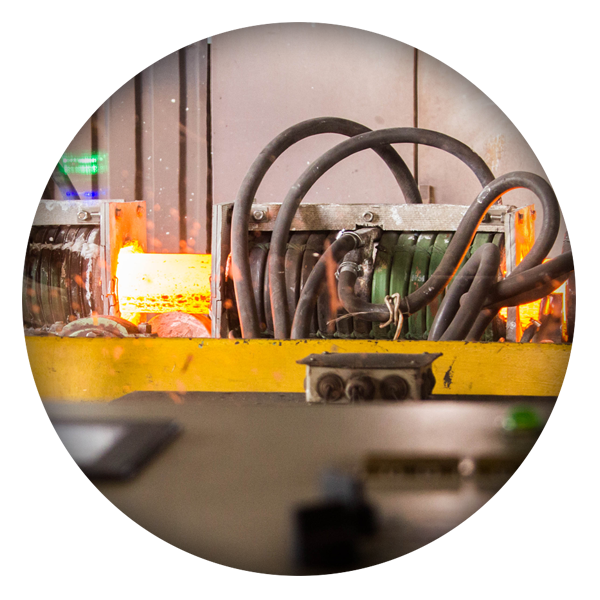
Нагрів відбувається в сучасній індукційній нагрівальній установці, яка гарантує точну температуру прутків на виході. На багатьох заводах з виробництва катаних куль встановлені газові печі, які мають ряд суттєвих недоліків перед індукційними:
- вони не дозволяють рівномірно розігрівати заготовку для точного прокату і необхідного гарту, оскільки мають великий термін експлуатації;
- в процесі розігріву круглої заготовки в газових печах на поверхні формується шар окалини, що приводить до зневуглецювання сталі, і, тим самим, втрати твердості і міцності куль на поверхні;
- робота газових печей не передбачає зупинок з метою виробничої необхідності (налагодження кліті стану та інше), так як це призводить до порушення внутрішньої бронефутеровки. Тому газові печі ніколи не «задуваються», що перешкоджає налагодженню шаропрокатного комплексу і загартуванню в процесі виробництва;
- використання індукційного нагріву мінімізує витрати на енергоносії і знижує ризики збільшення собівартості за рахунок зміни кон'юнктури ринку газу в Україні
ПРОКАТКА ШАРОВ

Нагріта заготовка задається в двовалкову прокатну кліть, де здійснюється прокатка в валках.
ТЕРМООБРОБКА

Прокатані кулі з валків стану по похилому жолобу надходять на полиці гартувального барабана. На виході з ванни, загартовані кулі надходять в пакувальну тару, де відбувається самоотпуск куль перед відвантаженням.
ПЕРЕЙТИ В ФОТОГАЛЕРЕЮ ВИРОБНИЦТВА




Останні новини компанії




